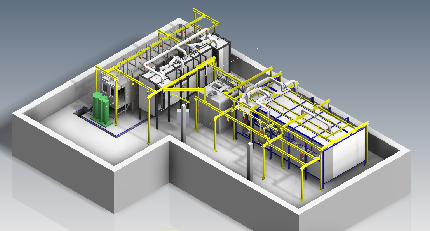
Промышленная автоматическая линия порошкового окрашивания туннельного типа (проходного) – наилучшее решение для автоматизации средне- и крупносерийного производства, а также улучшения качества и ускорения покрасочного процесса.
Такие комплексы представляют собой совокупность устройств, которые могут быть разных размеров и комплектации, каждое из которых выполняет определенные функции.
Окрашиваемые металлоконструкции подаются на линию, линейно перемещаются из одного участка в другой и извлекаются в виде готового изделия.
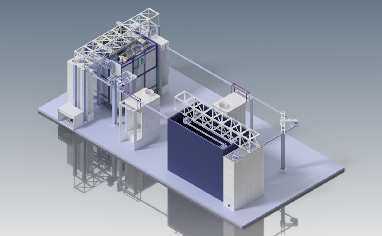
Небольшие детали окрашивают в малогабаритных туннельных агрегатах, оснащенных транспортной системой. Такие автоматические кабины для окраски порошковой краской необитаемы, оснащены автоматизированными пистолетами-распылителями или оборудованы специальными окошками для ручного доступа.
Окрашивание крупногабаритных конструкций проводится в больших установках проходного типа. В этом случае камеры обитаемы, персонал работает внутри помещений, проводя все необходимые манипуляции.
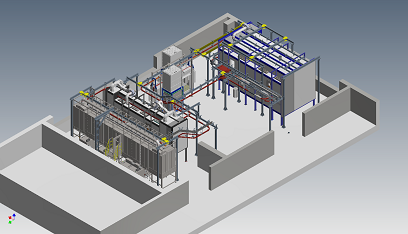
Основные этапы порошковой покраски на линии туннельного типа
Окрашивание сухими красителями проводится поэтапно и состоит из трех основных стадий.
Предварительная обработка поверхности изделия
Такая обработка перед окраской проводится в специальной изолированной камере. В ней объект очищают от любых загрязнений, остатков старых ЛКП, окалины, следов коррозии и т.д. Очистка производится химическим, механическим или комбинированным методом. В зависимости от выбранного способа обработки изделия применяют:
-
специальные средства (смывки), которые наносятся на поверхность металлоконструкции;
-
активные вещества в специальных ваннах для погружения обрабатываемых деталей;
-
стальную или чугунную дробь, если подготовка производится механическим способом в дробеструйной/дробеметной кабине;
-
ручные или полуавтоматические приспособления для очистки (щетки, шлифмашины, молоты для удаления коррозии и прочее).
На следующем участке автоматической линии производиться шпаклевка поверхности и нанесение грунта. Конструкцию предварительно разогревают. Повышенная температура создает оптимальные условия для нанесения материалов, предназначенных для выравнивания поверхности объекта и повышения адгезии.
Окрашивание
Следующий участок комплекса туннельного типа – окрасочная камера. Она оснащена рекуператором и системой напыления сухого красителя. Для напыления порошкового красителя в массовом производстве применяют автоматические устройства, благодаря которым краска ложится на поверхность конструкции равномерным слоем даже, если изделия имеет сложную форму (изгибы, полости и т.д.).
Если необходимо нанести определенный рисунок или узор на предмет, работа проводится вручную при помощи электростатических пистолетов-распылителей.
Технология порошкового окрашивания очень экономна, так как предполагает возврат в покрасочный цикл порошка, который не попал на деталь. Для этого в камере покраски создается постоянная вертикальная циркуляция воздушных потоков, которая способствует захвату частичек краски в каналы рекуперационной системы. Рекуператор выполняется на основе циклона или кассетных фильтров и улавливает до 90 % порошкового красящего вещества, которое после очистки используется повторно.
Оплавление краски (полимеризация)
После автоматического нанесения порошка изделие поступает в следующую зону окрасочной линии туннельного типа – полимеризационную печь. Кабину полимеризации разогревают до температуры около + 200 С. Сухая краска разогревается, оплавляется и при охлаждении и застывании образует тонкий, прочный полимерный слой.
Охлаждение и просушивание изделие производится на следующем участке линии.
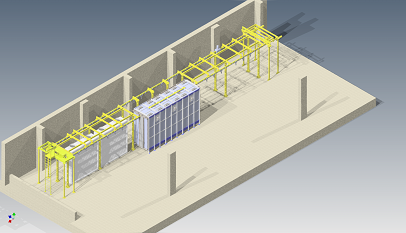
Важные подсистемы автоматического комплекса покраски туннельного типа
К некоторым элементам окрасочного оборудования предъявляются повышенные, особые требования. Например, мощная вентиляционная система – обязательное условие для безопасности и высокого качества технологического процесса. Вентиляция принимает участие, как в предварительном нагреве металлоконструкций перед шпаклеванием и нанесением грунта, таки и при охлаждении уже окрашенных деталей.
При помощи вентиляторов происходит забор внешних воздушных потоков и их очищение, а после разогрева – транспортировка по каналам в различные зоны туннельного комплекса.
Вентиляционная система обеспечивает безопасность покрасочного процесса, препятствуя скоплению пожаро- и взрывоопасных воздушно-полимерных соединений. С этой же целью вентиляция оснащается защитой от взрыва.
Очень важна также система управления автоматической линией покраски. Консоль позволяет четко настраивать различные операции, менять режимы работы отдельных устройств и т.д.
Обращайтесь. Заказывайте комплекс для порошковой окраски по выгодной цене российского производителя.