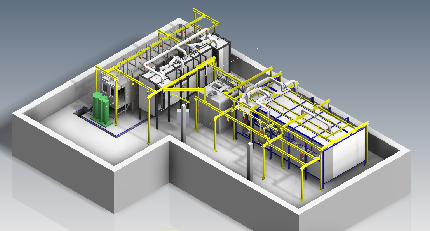
Автоматическая порошковая покрасочная линия – это комплекс оборудования для подготовки, покраски изделий и их полимеризации.
Потребность в нем возникает при организации крупного серийного производства. Конвейер проектируется и производится по заданию заказчика.
Состав линии
Она состоит из двух участков – подготовки и покраски.
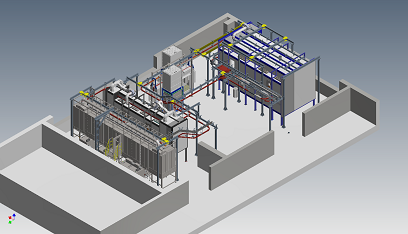
Подготовительный участок включает:
- камеру подготовки изделий
- камеру сушки.
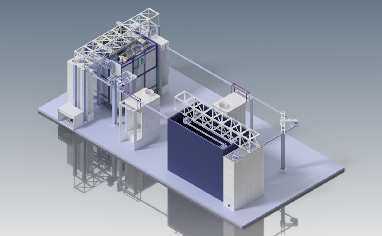
В покрасочный участок входят:
- камера напыления краски
- бокс полимеризации.
Линия оборудована автоматической системой транспортировки и устройствами для распыления краски.
Подготовка поверхности
Чаще всего для подготовки изделий к покраске используют струйный метод. Он заключается в том, что детали, подлежащие обработке, помещают в камеру туннельного типа. В нее через отверстия под давлением подается техническая вода. После того, как жидкость стекает и проходит через фильтр грубой очистки, она накапливается в отдельном баке и затем используется снова.
Струйный метод является универсальным и наиболее эффективным. Это связано с его высокой производительностью, возможностью подготовки деталей любых размеров и применением в любых линиях покраски.
Заключительным этапом подготовки является промывка деминерализованной водой. Если техническая вода имеет хорошее качество, то использование деминерализованной воды необязательно.
После промывки изделий их необходимо обработать химическими растворами, т.е. провести обезжиривание и фосфатирование. Эти процедуры предотвращают появление вторичной коррозии и обеспечивают качественное сцепление краски с поверхностью. Если обрабатываемый материал не имеет очень сильных загрязнений, то обе процедуры можно совместить в одном боксе. Это экономит производственную площадь и уменьшает расходы на окрасочную линию.
Сушильная камера
После подготовки изделия попадают в помещение для сушки, которое работает по принципу конвекции. Здесь детали просушиваются горячим воздухом, температура которого в обычном режиме достигает 200°С. Интенсивная циркуляция воздуха позволяет быстро прогреть и просушить изделия. От качества этой процедуры зависит дальнейшая работа по покраске. Энергоносителем в сушильной камере являются газ или электричество.
Камера порошкового окрашивания
Это сборная конструкция проходного типа. Она оборудована двумя воротами или дверями для транспортировки деталей, расположенными с противоположных сторон, и двумя окнами, через которые производится покраска. Краска наносится в автоматическом режиме с помощью манипуляторов или стендов с распылителями. При покраске высоких изделий используются распылители, перемещающиеся по высоте вверх и вниз. Скорость движения манипуляторов задается пультом управления.
Покрасочный бокс оборудуется рекуператором. Это устройство для улавливания порошковой краски, не осевшей на поверхность во время окрашивания и сброшенной с фильтров. Для очистки фильтров в камере напыления используется пневмоудар, периодичность которого задается на пульте управления. В результате пневмоудара красящий порошок выбрасывается в воздух и собирается рекуператором для дальнейшего использования.
Печь полимеризации
Для отверждения порошковой краски, нанесенной на детали, нужна печь полимеризации. Это герметичный бокс, в котором с течением времени при температуре порядка 200°С краска превращается в полимерное покрытие.
Основными условиями для качественной работы печи являются:
- равномерный прогрев рабочего объема
- постоянная скорость обдува
- время прогрева пустой камеры до 180°С – 30 минут
- время полимеризации – от 5 минут до 1 часа.
В автоматическом покрасочном конвейере используются печи проходного типа, так как они имеют высокую производительность. Это очень важно для производства с большим объемом работ и постоянным окрашиванием деталей.
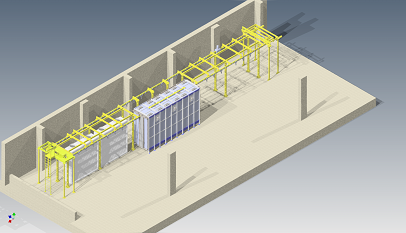
Транспортировка
Важную роль в автоматическом конвейере играет транспортная система. С ее помощью производится последовательное перемещение обрабатываемых материалов по этапам технологического процесса. Система бывает нижняя и верхняя. При нижнем способе рельсы для доставки деталей расположены внизу – на полу или земле. При верхнем – в потолочной части помещения. Выбор системы зависит от ее скорости и грузоподъемности.
Охлаждение
Охлаждение готовых изделий бывает естественным и принудительным. При естественном способе детали остывают сами. Если необходимо быстрое охлаждение, то используют интенсивный обдув наружным воздухом, температура которого значительно ниже цеховой.
Безопасность
Для безопасной работы автоматического конвейера по покраске необходимо соблюдение некоторых правил:
- расстояние между печью полимеризации и покрасочным боксом не менее 1 м;
- безупречная работа вытяжной и вентиляционной систем;
- утилизация отработанной порошковой краски;
- оборудование датчиками, определяющими сбой в работе;
- оборудование системой, блокирующей подачу электроэнергии при аварийной ситуации.