Предварительно окрашенный рулонный материал пользуется неизменным спросом у производителей профлиста, металлочерепицы и т.п. Покрашенный прокат позволяет снизить конечную стоимость продукта на 20-30%. Для обработки металла применяется автоматизированная линия для полимерного окрашивания рулонного материала.
При этом гарантируется:
- Устойчивость к неблагоприятным погодным условиям и стойкости к коррозии;
- Сохранение лакокрасочного покрытия не менее 10 лет;
- Удобство транспортировки и применения на перерабатывающих предприятиях при изготовлении металлочерепицы, сайдинга, профлиста.
Для окрашивания применяют оцинкованную сталь, белую жесть, алюминий. Сталь с цинковым напылением обрабатывается антикоррозионным составом, грунтовкой и полимерными красками, в состав которых входят растворители, специальные присадки, пигменты.
Для этого применяются термопластические или термореактивные красящие вещества. Наиболее распространенными являются полиуретан, полиэстер, PVDF и т.п.
При изготовлении профилированных изделий, используется металлопрокат с тонким слоем цинкового напыления. Он более пластичен и не растрескивается в процессе обработки.
Оборудование и технологический цикл
Технология нанесения красящего вещества постоянно улучшается. Особое внимание уделено подготовки и сушки металлического листа. От этого зависит качество продукции.
Нередко для высушивания проката используется инфракрасное или ультрафиолетовое излучение вместо обдува горячим воздухом. Весь процесс подготовки, окрашивания и получения готовой продукции автоматизирован.
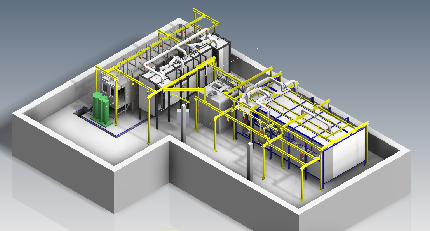
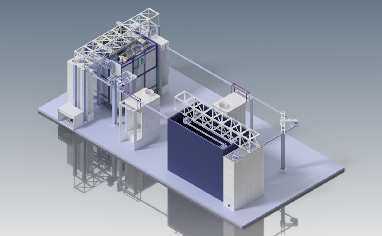
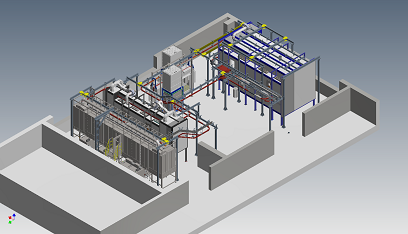
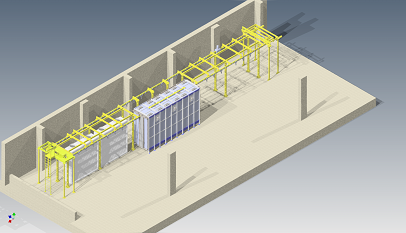
Линия состоит из:
- Оборудование разматывания и выпрямления. Устройство удерживает рулон в натянутом состоянии, что обеспечивает центровку полосы. Для облегчения заправки металлопроката в линию используются выпрямляющие валики. С их помощью производится выпрямление и устранение возможной кривизны в процессе разматывания;
- Химическая обработка выполняется с помощью валиков со щетками. Лист обезжиривается, промывается, деоксидируется, промывается и пассивируется. В результате он приобретает улучшенные адгезионные свойства;
- Нанесение полимерного покрытия. Перед покрытием краской, лист покрывается грунтовкой валковым методом. После чего происходит сушка по зонам при различных температурных режимах. Порошковые краски наносятся в специальных камерах, оборудованных электростатическими установками, манипуляторами и системой рекуперации. Для большей мобильности при смене цвета, их может быть две. Лакокрасочное покрытие наносится с помощью валков. Красящий слой наносится сразу с двух сторон;
- Сушка готового продукта осуществляется в сушильных печах или камерах запекания. Эмали высушиваются по зонам с учетом заданных температур. Время колеблется от 20 до 70 секунд. Зависит от толщины материала и типа лакокрасящего вещества при температуре 240-2490С. Полимеризация порошковой краски происходит при температуре 200-2600С за счет инфракрасного излучения;
- Охлаждение металлопроката и полимера происходит в потоке воздуха при комнатной температуре. После чего наносится слой защитной пленки и сматывается в рулон, который запаковывается с целью сохранения покрытия и формы при транспортировке.
Нанесение краски обеспечивает оборудование:
- Разматывающие и сматывающие механизмы с устройствами выравнивания;
- Камера покраски с автоматизированным управлением;
- Охладители, обеспечивающие микроклимат в покрасочной, а также предотвращают локальный перегрев металла;
- Сушильные туннели;
- Механизм транспорта, обеспечивающий перемещения ленты по линии.
Следует учитывать, что порошковая краска обладает повышенной устойчивостью к механическим, химическим воздействиям. Практически не выцветает за все время эксплуатации. Но такой лист нельзя использовать для изготовления металлочерепицы или профлиста.
При этом автоматизированная линия обеспечивает качество продукции по параметрам, которые проверяются в обязательном порядке в лаборатории:
- Толщина красящего вещества обеспечивается точной настройкой вальцов или манипуляторов. Проверка производится на разрушение;
- Блеск покрытия проверяется блескомером;
- С помощью решетчатых надрезов проверяются адгезионные свойства полимера;
- Устойчивость к ударным нагрузкам;
- Твердость «по карандашу»;
- Проверка на прочность слоя при Т-образном сгибании;
- Устойчивость к истиранию.
Оборудование работает в автоматическом режиме под управлением микропроцессорного блока управления.
При этом обеспечивается стандартная цветовая гамма согласно каталогу RAL. А также возможна покраска в не стандартные или редкие цветовые сочетания. Или нанесение рисунка под дерево, кирпичную кладку, природный камень и т.п.