При заказе оборудования, в обязательном порядке, разрабатывается привязка типового оборудования под нужды заказчика. Для этого завод-изготовитель получает техническое задание, которое передается в конструкторское бюро.
Специалисты КБ уточняют условия эксплуатации у заказчика с выездом на место. После привязки и разработки технической документации, завод запускает изготовление линии окраски по индивидуальному проекту.
При этом учитываются основные положения:
Согласно ТЗ выбирается оптимальный технологический процесс;
Степень автоматизации оборудования. Как предполагается использовать, в ручном или автоматическом режиме;
Необходимая производительность;
Требования к покрытию.
Прежде чем запустить производство, проектная документация согласовывается и утверждается у заказчика. Она должна отображать все пожелания, изложенные в техническом задании и дополнении к нему.
Технология покраски
При разработке учитываются самые прогрессивные и передовые разработки, основанные на опыте зарубежных и отечественных производителей.
Современное оборудование должно включать участки:
Устройства предварительной обработки заготовки;
Камера нанесения красящего вещества;
Печь запекания или сушки детали;
Система транспорта;
Приточно-вытяжная вентиляция с фильтрующими элементами;
Освещение;
Вспомогательное оборудование;
Блок управления.
Заготовка подается для первичной обработки, где происходит удаление заусенец, химических загрязнений, нанесение защитного слоя, промывка. После чего она поступает в камеру сушки, где удаляются остатки влаги.
Транспортером заготовка помещается в камеру напыления. В ней с помощью пневмопистолетов наносится красящее вещество.
Обработанная деталь поступает в печь запекания, где под действием температуры происходит высушивание краски. По окончании процесса, изделие охлаждается и поступает на склад готовой продукции.
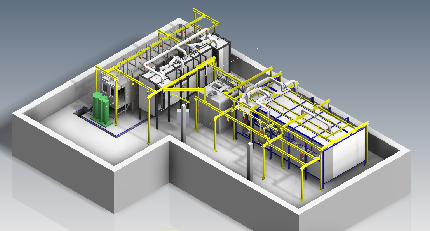
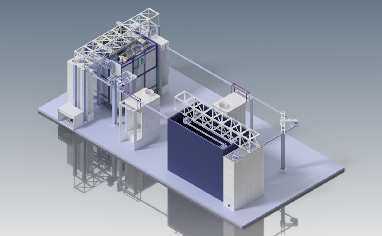
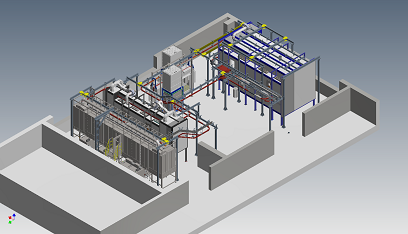
Оборудование линии
Линии окраски изготавливаются по индивидуальному проекту, с привязкой типовых устройств под нужды заказчика.
В состав входят:
Подготовительный участок. Удаление заусениц происходит механическим путем. Для этого применяются пескоструйные установки или оператор зачищает электроинструментом. При необходимости поставляется устройство химического удаления загрязнений. Полуфабрикат обрабатывается методом окунания или обливанием. При этом удаляются все загрязнения, а полуфабрикат проходит этапы промывки, активации, фосфатирования и катаферозного грунтования поверхности. После высушивания, он поступает на участок окрашивания;
Камера окрашивания изготавливается в двух вариантах – покраска лакокрасящими материалами и нанесение порошковой краски. В помещении для нанесения ЛКМ применяется система удаления аэрозольного тумана во время работы. Он поступает в фильтрующие элементы, где оседает до 85% частичек краски, и удаление до 30% паров растворителя. Порошковая краска наносится с помощью электростатической установки. При этом применяется система рекуперации, позволяющая экономить красящее вещество. Экономия может доходить до 30%. Контейнер оборудуется системой освещения. Светильники устанавливаются в потолочном примыкании под углом 450. В светильниках монтируются светодиодные лампы во взрывобезопасных корпусах. С интенсивностью освещения не менее 1100 Люкс при отсутствии пульсации, а спектр света максимально приближается к солнечному;
Печь запекания представляет цельнометаллический контейнер, стены которого обшиваются термопанелями толщиной 150 мм. Комплектуется теплогенератором, который предназначен для нагнетания горячего воздуха в помещение. В качестве нагревательных элементов применяются электронагревательные элементы, газовые, дизельные или мазутные горелки. При этом с его помощью поддерживается температура на уровне 45-850С, при окрашивании ЛКМ. Порошок запекается при температуре 160-2600С. При этом частицы расплавляются, создавая устойчивую полимерную пленку на поверхности.
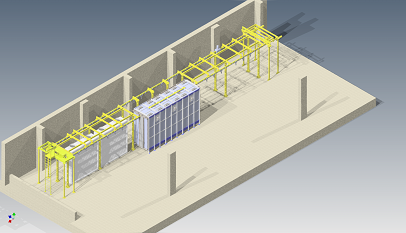
Механизм транспорта
Транспортный механизм представляет конвейер, который перемещает полуфабрикат по всем участкам. От слаженности работы зависит производительность, которая подстраивается под нужды заказчика.
Приточно-вытяжная вентиляция
Предназначена для подачи очищенного воздуха на все участки. Подача происходит через дефлекторы, смонтированные по периметру пола в помещениях.
Удаление загрязненного воздуха осуществляется через потолочный фонарь. Смесь проходит через фильтрующие элементы, где очищается и выводится наружу.
Блок управления
Управление линией осуществляется микропроцессорным блоком. Он обеспечивает строгое соблюдение технологического процесса и синхронизацию всех участков. Контроль обеспечивается программным управлением.
Программа заносится оператором или по линии связи с центрального компьютера. Блок отслеживает температурные параметры, а при возникновении нештатной ситуации включает аварийную сигнализацию и автоматическое пожаротушение.