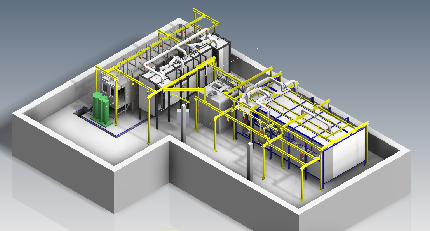
Покрасочные линии изготавливаются по индивидуальному заказу в соответствии с техническим заказом покупателя. Это необходимо для соблюдения производственного процесса предприятия.
При получении заявки на изготовление и технического задания, проектировщики выполняют обследование предприятия, изучают технологический процесс.
Данные передаются в конструкторское бюро, где разрабатывается оборудование с заданными параметрами. Технологическая документация поступает в цех, где производится изготовление линии покраски.
Она состоит из стандартного набора оборудования. Отличие заключается в адаптации к определенным условиям предприятия, степени автоматизации и производственным мощностям.
Технологический процесс
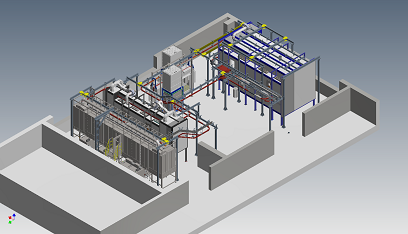
Покрасочные линии применяются во многих отраслях промышленности. От небольших мастерских до автогигантов. При этом набор оборудования не сильно отличается.
Для каждой операции используется свой участок:
- Чтобы осуществить качественную покраску, необходимо правильно подготовить заготовку. Для этого поверхность обрабатывают несколькими способами. Механическая обработка используется в небольших организациях. Она выполняется с помощью электроинструмента обслуживающим персоналом. В результате удаляется ржавчина, заусенцы, производственные дефекты и т.п. Крупные предприятия применяют автоматизированные системы подготовки. Представляют собой туннель, где манипуляторы производят пескоструйную обработку корпусов;
- Химическая обработка производится после механической. Зачастую механическую обработку заменяют химической. Заготовка попеременно обливается или окунается в ванну с раствором и промывается. Высушивается и перемещается на следующую операцию;
- Нанесение лакокрасящего вещества выполняется малярами или манипуляторами. По желанию заказчика поставляются ванны для окрашивания способом окунания. Для нанесения порошковой краски применяются роботы с электростатическими установками. Т.е. для каждого красящего вещества и технологического процесса разрабатывается установка, обеспечивающая качество работы;
- Камера сушки предназначена для высушивания или запекания покрытия. Каждое красящее вещество высушивается или запекается при определенной температуре. Поэтому устройства изготавливаются по специальному проекту, но оборудование позволяет обеспечивать различные режимы.
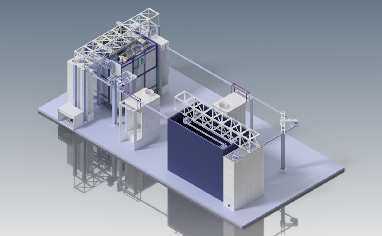
Оборудование
Линия покраски оборудуется устройствами, позволяющими соблюдать технологический цикл. При проектировании особое внимание обращается на качество покрытия и сохранение его длительное время на изделии. Для этого изготавливаются участки с определенными характеристиками.
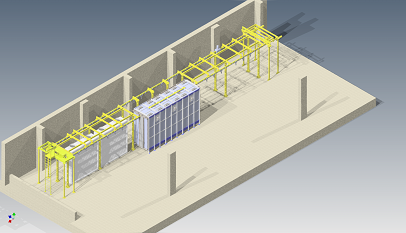
Подготовительные операции
Согласно техническому заданию заказчика, подготовительный процесс может быть разделен на механическую и химическую подготовку. Первый этап осуществляется абразивными материалами в отдельном помещении. Куда заготовка подается механизмом транспорта.
Манипуляторы оборудуются специальными пистолетами, через которые подается абразив. В качестве, которого используется песок, дробь и т.п.
Вторым этапом деталь подвергается воздействию химических реагентов. Ее попеременно обрабатывают различными растворами с последующей промывкой.
Ванны или поддоны размещают в туннеле, по которому движется полуфабрикат. Его сначала обезжиривают, а затем производят аморфное фосфатирование.
Затем ее хроматируют. В результате на поверхности образуется конверсионный слой. Окончательную промывку выполняют подогретой очищенной водой.
Перед нанесением пигмента, полуфабрикат высушивают горячим воздухом с принудительной вентиляцией.
Камера покраски
Манипуляторы или оператор производят покраску корпуса. Для этого применяются пневмопистолеты с распылителем. У манипулятора их может быть несколько, для быстрой смены цветовой гаммы.
Помещение оборудуется системой вентиляции, которая выводит вредные испарения в блок фильтрации, а также она не позволяет образовываться аэрозоли красящего вещества в рабочей зоне.
При использовании порошковых красителей, камера оборудуется системой рекуперации и электростатическими установками.
Печи запекания
Представляют собой утепленное помещение, оснащенное генератором тепла. В зависимости от ЛКМ он обеспечивает прогрев и поддержание температуры на уровне 60-650С для лакокрасящих веществ. Высокие температуры влияют на пигмент, меняется цвет, он темнеет.
При запекании порошковых красителей, генератор тепла должен поддерживать температуру 160-2500С с точностью+/-50С. При более низкой температуре полимер не сможет создать прочное соединение с поверхностью. А высокая температура приведет к изменению цвета.
Линия окрашивания управляется с помощью блока управления в двух режимах ручном и автоматическом. При ручном управлении оператор вручную устанавливает режим. В автоматическом режиме процессом управляет микропроцессор с помощью программы.