Все чаще предприятия окрашивают готовые изделия порошковыми красками. Они имеют не очевидное преимущество перед традиционными лакокрасящими материалами:
- Хороший внешний вид, а современные порошки имеют многообразие цветовой гаммы;
- Устойчивы к механическим воздействиям;
- Не выгорают под воздействием солнечного света;
- Не подвержены воздействию растворам кислот и щелочей;
- При окрашивании отсутствуют вредные выбросы растворителей, что исключает возникновения пожара на производстве и загрязнение окружающей атмосферы;
- Имеют длительный срок службы.
Учитывая достоинство и технологичность метода, комплекс порошковой покраски пользуется повышенным спросом у покупателей. При этом он выпускается как для крупносерийных предприятий, так и для небольших мастерских, СТО и т.п.
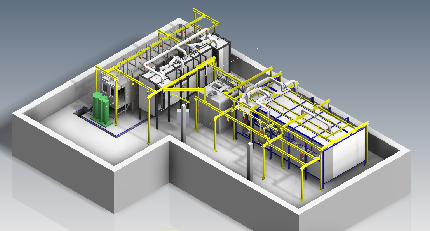
Состав комплекса
Современное оборудование универсально, однако, оно легко трансформируется для любого предприятия. Конфигурацию подбирают под определенные условия и задачи. От этого зависит конструктив и уровень автоматизации.
При этом учитывают:
- Сменность и цикличность производства;
- Количество выпускаемой продукции в смену. Габариты полуфабриката;
- Необходимое количество операций. Некоторые организации не заказывают оборудование подготовки поверхности. Обычно они окрашивают изделия из различных материалов, а это предполагает различные методы подготовки.
- Уровень автоматизации и возможность сопряжения комплекса с заводской АСУТП.
Оборудование
При изготовлении учитываются особенности производства. Однако, для обеспечения технологического цикла используется стандартное оборудование.
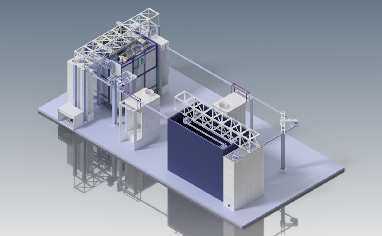
В состав входят устройства:
- Участок подготовки. Зачастую покупатели обходятся без этого оборудования. Подготовительные операции выполняют работники с помощью электромеханических устройств, при помощи пескоструйной установки, парогенератора во время предварительного процесса. При этом с поверхности удаляется грязь, масляные пятна, ржавчина и т.п.;
- Камера покраски. Представляет собой контейнер, обшитый термопанелями. Это необходимо, чтобы поддерживать постоянный микроклимат. Выпускаются несколько видов. Тупиковое помещение предназначено для штучного и мелкосерийного производства. Используется в циклическом режиме. Имеет одни ворота, через которые происходит загрузка и выгрузка. Проходная камера. Применяется при серийном и крупносерийном производстве. Имеют двое ворот, расположенные на противоположных сторонах помещения. Окрасочные помещения оборудуются пневмопистолетами, электростатической установкой и системой рекуперации. Она позволяет экономить расходный материал до 30%. При использовании роботов-манипуляторов работает в автоматических линиях;
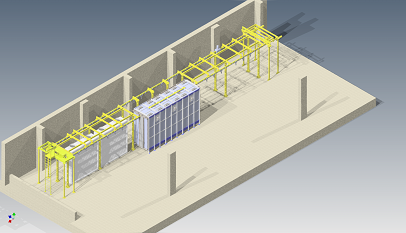
- Камера полимеризации используется для запекания окрашенных изделий. Представляет термоконтейнер, обшитый сэндвич-панелями толщиной 150 мм. Производится в двух вариантах, тупиковом и проходном. Оборудованы теплогенератором, системой вентиляции. Контейнер предназначен для нагрева и поддержания необходимого температурного режима;
- Транспортная система обеспечивает подачу полуфабриката в рабочую зону. Для тупиковых систем работает в возвратно поступательном цикле. В проходных камерах в стартстопном режиме.
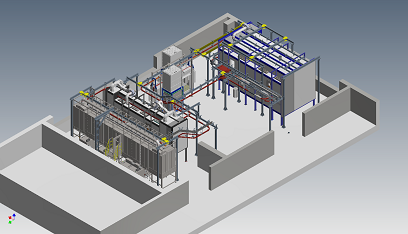
Описание технологического процесса
Подготовленная к покраске заготовка, поступает в камеру напыления. Где с помощью пневмопистолета, подключенного к электростатической установке происходит нанесение порошка.
Система рекуперации обеспечивает сбор, фильтрацию и возврат неиспользованного материала в бункер-накопитель для последующего напыления. Позволяет экономить красящее вещество.
После нанесения краски, транспортный механизм перемещает полуфабрикат в печь запекания. Где теплогенератор поддерживает температуру от 160 до 2600С. Под действием температуры происходит расплавление и спекание частичек краски. При этом она заполняет все неровности поверхности, обеспечивая хорошую адгезию.
К генератору тепла предъявляются повышенные требования. Он должен осуществлять быстрый прогрев и поддержание температуры на уровне +/- 30С.
Если температура повысится выше допустимой, то поверхность потемнеет. А при пониженной температуре, полимер не обеспечивает достаточную адгезию к поверхности.
Устройства вентиляции обеспечивают быстрый прогрев. Для этого воздух подается через жалюзи, расположенные по периметру пола. Для создания равномерного потока без мертвых зон применяются шибера.
Контроль и поддержание оптимальных режимов обеспечивает компьютеризированный блок управления. Работает в двух вариантах ручном и автоматическом.
В автоматическом режиме управляет механизмом транспорта, отслеживает и регулирует температуру. Управляет вентиляцией и осуществляет противопожарную безопасность комплекса.