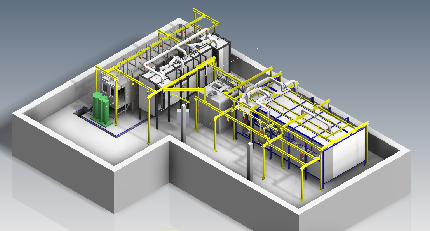
Линии полимерно-порошкового окрашивания – это цикл работ, состоящий из трех этапов – подготовки изделия, его покраски и полимеризации.
Для последовательного осуществления этих операций необходимо следующее оборудование:
- подготовительная камера
- модуль для покраски
- печь полимеризации
- система транспортировки
- устройства для напыления краски.
Подготовительная камера
В этом помещении производится подготовка поверхности к покраске, которая включает в себя очистку и обезжиривание. Различают механическую и химическую очистку. При механическом способе используются щетки или шлифовальный диск, при химическом – кислотные и щелочные составы или растворители. Выбор метода зависит от размера, типа, степени загрязнения и материала изготовления детали. Кроме очистки бывают востребованы процедуры хроматирования и фосфатирования. Они защищают поверхность от появления ржавчины и облегчают сцепление с краской. В заключение подготовительного этапа проводится промывка технической или деминерализованной водой и последующая сушка.
Покрасочный модуль
Здесь производится напыление порошковой краски на материал. В зависимости от количества и размера окрашиваемых деталей различают тупиковую и проходную камеры. В линиях окрашивания целесообразнее использовать проходной тип модуля. Это связано с тем, что он имеет две двери, расположенные на противоположных концах. В одну дверь изделия загружаются, в другую – выгружаются или перемещаются сразу в камеру полимеризации.
В покрасочных боксах, работающих с порошковой краской, обязательно монтируется рекуператор. Он служит для фильтрации воздуха в рабочем пространстве и для сбора порошка, не осевшего на поверхность деталей во время окрашивания и сброшенного с фильтров после их очистки пневмоударом. Собранный красящий порошок отправляется в бункер для дальнейшего использования.
Печь полимеризации
Следующим этапом является полимеризация порошковой краски. Выполняется этот процесс в боксе, называемом печью. В ней воздух прогревается до высоких значений – от 90 до 250°С. Окрашенные материалы помещаются в печь и выдерживаются определенное время от 5 до 60 минут. За этот интервал времени под воздействием высокой температуры порошковая краска плавится и превращается в полимерное покрытие.
Транспортная система
Для перемещения деталей по технологическим этапам служит транспортная система. Ее роль выполняют рельсы или конвейер. Рельсы могут располагаться на полу, - это нижняя система, или в потолочной части, - это верхняя система. По рельсам изделия, размещенные на тележках или в подвешенном состоянии, загружаются на обработку и выгружаются обратно.
В автоматических линиях покраски используется конвейер, который сам перемещает изделия между рабочими циклами, минуя ручной труд.
Устройства для напыления краски
Нанесение красящего порошка производится с помощью пистолета-пульверизатора или краскопульта. Покрасочный конвейер может быть оснащен несколькими такими устройствами.
Виды линий
Различают ручные, полуавтоматические и автоматические линии порошкового окрашивания. В первом случае вся работа выполняется рабочим персоналом. Поэтому они используются на небольших предприятиях с малыми объемами окрашивания.
Вариантами ручных линий являются:
- параллельная
- полукольцевая
- кольцевая
- Г- образная.
Они имеют модульное строение, поэтому допускается изменение конфигурации в зависимости от имеющейся территории и пожеланий заказчика.
Состав оборудования стандартный:
- Камера порошковой покраски;
- Печь полимеризации;
- Транспортная система с ручным переносом.
Принцип работы в этих вариантах одинаковый: изделие, подготовленное к окрашиванию, размещается на подвеске транспортной системы и вручную помещается в окрасочный модуль. После этого оно переносится в тележку и закатывается в печь полимеризации. По окончании процесса оператор достает тележку с готовыми деталями и разгружает ее.
С увеличением объемов работ требуется частичная или полная замена ручного труда. В этом случае труд оператора минимизируется и сводится только к загрузке и выгрузке деталей с помощью манипуляторов. Процессы их перемещения, покраска и полимеризация происходят в автоматическом режиме.
Выбор линии
При выборе следует обратить внимание на производительность конвейера, способ подготовки поверхности и тип энергоносителя. Необходимо также учитывать размер окрашиваемых изделий. Для длинномеров нужен конвейер горизонтальной покраски, для высоких деталей – вертикальный. Для обработки крупногабаритных изделий применяются специализированные линии. Поэтому универсальных конвейеров, одинаково подходящих для обработки любых материалов, не существует.