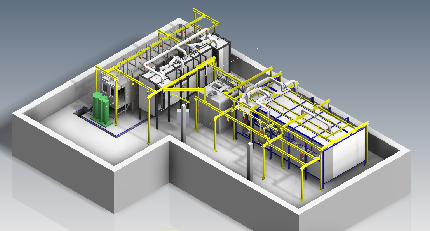
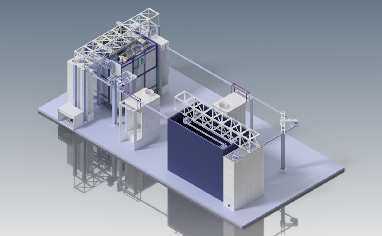
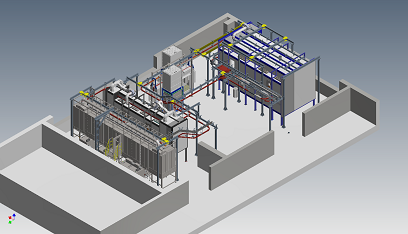
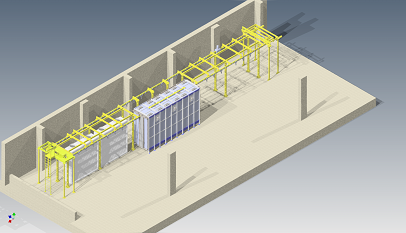
Линия жидкостной окраски металлоконструкций – это цикл работ, состоящий из этапов подготовки, покраски и сушки металлических изделий. Он аналогичен окрашиванию порошковыми красками за исключением технологии нанесения. Каждому этапу соответствует свое оборудование.
Подготовка
Подготовка к покраске проводится в подготовительной камере и состоит из нескольких основных процедур. Их применение зависит от первоначального состояния поверхности, типа металла и от того, где и в каких условиях изделие будет использоваться.
Сначала металлоконструкцию необходимо очистить от пыли, грязи и старой краски. Это можно сделать за счет снятия поверхностного слоя с помощью шлифовальных инструментов – диска, абразивной ткани, бумаги и т.д. Еще одним распространенным методом является пескоструйная обработка. Здесь используется кварцевый песок, который подается на очищаемое изделие через сопло. Различают воздушный и безвоздушный виды этого метода. Второй из них наиболее эффективен при очистке сложных конструкций. Кроме того, очистить металлическую деталь можно с помощью гидроочистки. Струя воды или пара, подаваемая под большим давлением, способна проникать в самые мелкие поры и каверны.
Для удаления жировых и масляных загрязнений применяются химические вещества – растворители и подобные им средства.
После очищения поверхности ее нужно загрунтовать. Это защитит металл от влаги. Иногда требуется хроматирование, т.е. нанесение слоя хрома на поверхность для улучшения сцепления с краской.
При проведении подготовительных работ важно не нарушать последовательность процедур. Сначала удаляются масляные и жировые загрязнения, потом твердая грязь и старая краска, затем ржавчина. После этого наносится грунтовка, восстанавливается ровность поверхности, затем наносится краска.
Когда подготовка завершена, металлоконструкция помещается в покрасочный бокс.
Покраска
Покрытие металлических изделий жидкими красками – простой и эффективный способ защиты от коррозии и других воздействий внешней среды. Жидкие лакокрасочные материалы используются для окраски деталей и кузовов автомобилей, строительного оборудования, металлической мебели и т.д.
Различают два способа нанесения краски:
- ручной
- автоматизированный.
При ручном способе обработка проводится малярами с помощью кисточек, валиков и краскопульта. Кисточка нужна для окрашивания мелких деталей и труднодоступных мест. Валиком удобно обрабатывать ровные и несложные поверхности. Краскопульт позволяет окрасить большие по площади материалы с более сложной конфигурацией. Работа краскопультом имеет более высокую производительность по сравнению с работой кисточкой и валиком.
Автоматизированный способ (валковая покраска) использует специальное оборудование без ручного труда. Он подходит для обработки плоских изделий, например, рулонов.
Для окраски металлоизделий наряду с привычными красками по металлу применяются грунт-эмали. Они наносятся с помощью распылителя и подходят для обработки поверхностей со сложной формой. Грунт-эмаль сочетает преобразователь ржавчины, антикоррозийную грунтовку и обычную эмаль. В результате покраски образуется покрытие, защищающее поверхность в условиях умеренного и холодного климата.
Сушка
После окрашивания изделие отправляется в сушильный бокс. Здесь происходит сушка жидких лакокрасочных материалов. Температура воздуха в сушильном отделении не должна превышать 80°С. При более высокой температуре происходит обжиг покрытия, и покраска утрачивает свое качество.
Транспортная система
Этапы подготовки, окраски и сушки соединены между собой в одну линию посредством транспортной системы. Это рельсы, размещенные на полу или под потолком соответствующей камеры. При потолочном расположении рельс детали подвешиваются на специальных приспособлениях и так перемещаются из одного бокса в другой в ручном режиме. По рельсам, находящимся на полу, они передвигаются в тележках или каретках. Загрузка и выгрузка деталей в начале и конце каждого этапа производится вручную.
В автоматизированных линиях перемещение материала происходит с помощью конвейера. Работа оператора нужна только при загрузке-выгрузке.
Заключение
Линии для покраски металлических изделий отличаются своим разнообразием. Это зависит от формы деталей, их размера и самого металла. Для обработки длинных профилей потребуется горизонтальная линия, высоких – вертикальная линия. Есть конвейеры для покраски стальных и алюминиевых конструкций.
Кроме инструментов для окрашивания требуются подъемные платформы и лифт-площадки. С их помощью маляр может перемещаться вокруг изделия. Особенно важно это при окраске автобусов, вагонов, подъемных кранов и т.д.