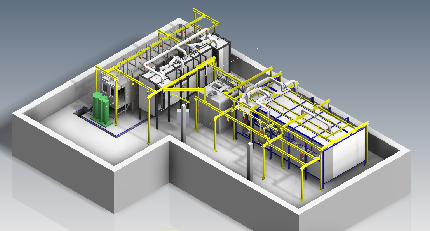
Профессиональная порошковая линия окраски туннельного типа (окрасочный комплекс проходного типа) – отличный выбор, если вы хотите автоматизировать серийное производство, улучшить качество формируемых полимерных покрытий, ускорить процесс покраски.
Такие покрасочные комплексы – это совокупность установок, каждая из которых необходима для определенного этапа процесса окраски.
Окрашиваемые конструкции загружаются на линию, линейно двигаются из одной рабочей зоны в другую и выходят с конвейера в виде полностью готового к эксплуатации изделия.
Детали малых размеров окрашивают в небольших туннельных устройствах, которые оснащены специальным транспортером для их перемещения. Такие агрегаты порошковой покраски, как правило, полностью автоматизированы, окраска на линии производится в автоматическом режиме специальными распылителями. Если окрашивание производится вручную, оборудование комплекса оборудуется специальными окошками для ручного доступа.
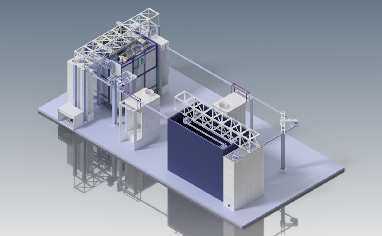
Работа с большими объектами производится в крупногабаритных камерах проходного типа. Окрашивание таких металлоконструкций, как правило, производится в ручном или полуавтоматическом режиме.
Стадии покраски порошковыми красками на оборудовании туннельного типа
Окрашивание порошком проводится в несколько этапов.
Подготовка поверхности изделия к окраске
Обработка металлоконструкций перед окрашиванием производится в специальной кабине. Изделие полностью очищают от пыли, грязи, окалины, остатков старых лакокрасочных материалов, ржавчины и т.д. Такая чистка выполняется химическим или механическим способом. В первом случае – это агрегат химической подготовки поверхности, во втором – дробеметная/дробеструйная камера. В зависимости от того, какой способ был выбран, пользуются:
-
специальными составами (смывками), которые наносят на поверхность детали;
-
активными веществами, в которые окунают конструкцию, погружая ее в специальную ванну;
-
абразивом в виде стальной или чугунной дроби, песка, если используется механический способ обработки;
-
полуавтоматическими или ручными устройствами для чистки поверхностей из металла (щетки, шлифовальные машинки, молоты для удаления ржавчины и т.д.).
Следующий подэтап процесса порошковой окраски – шпаклевание и грунтование. Перед этим металлоконструкцию нагревают. Благодаря повышенной температуре создаются наилучшие условия для нанесения составов, предназначенных для повышения адгезии, а также выравнивания детали.
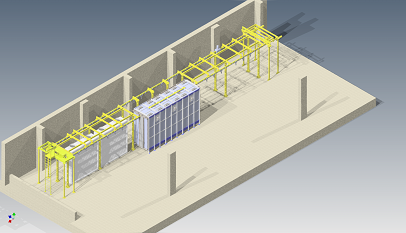
Покраска
Далее металлоконструкция перемещается по линии туннельного типа в покрасочный бокс. Он оснащен системой рекуперации и приспособлениями для распыления порошка, а также системой вентиляции и фильтрации, теплогенератором. Для напыления сухого красящего вещества в серийном производстве используют пистолеты-распылители. В профессиональных окрасочных кабинах при строгом соблюдении технологии окрашивания краска ложится на конструкцию равномерным слоем, даже при наличии изгибов, полостей и т.д.
Технология порошковой покраски очень экономна и выгодна, поскольку не осевший на объекте окрашивания краситель возвращается в окрасочный цикл. Для этого в кабине постоянно движутся воздушные потоки, захватывают частички порошка, который отправляется в рекуператор. После их очистки они используются повторно.
Обжиг краски (полимеризация)
Следующий участок покрасочной линии – полимеризационная камера. Ее разогревают до + 200 С (точная температура зависит от свойств краски, материала изделия). Металлоконструкция подается в печь, сухой порошок оплавляется, равномерно растекается по поверхности детали и после охлаждения застывает, образуя прочную полимерную пленку.
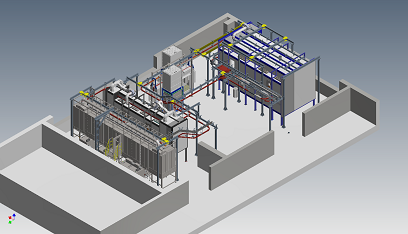
Подсистемы покрасочного комплекса туннельного типа
К некоторым составляющим порошковой линии окраски предъявляются особые требования. К примеру, мощная система вентиляции является обязательным условием для достижения высокого качества окрашивания и обеспечения безопасности технологического процесса на комплексе покраски туннельного типа. Вентиляция необходима в процессе нагрева конструкции перед нанесением шпаклевки и грунта, также она участвует в охлаждении окрашенных предметов.
С помощью вентиляционной системы происходит забор воздуха извне и его очистка, а после его нагрева – передача по каналам на разные участки туннельной линии.
Система вентиляции участвует в обеспечении безопасности процесса порошковой окраски, благодаря ей не скапливаются воздушно-полимерные соединения, которые могут привести к взрыву или пожару.
Большое значение также имеет автоматическая консоль управления. С нее оператор покраски задает параметры процесса, при необходимости корректирует их, контролирует все этапы.
НПО «Лакокраспокрытие»
Обращайтесь в НПО «Лакокраспокрытие». У нас можно приобрести высококачественное оборудование по выгодной цене отечественного производителя.