500+ позиций: технологии под ключ
Российский производитель, который гордится тем, что создает высокотехнологичное оборудование для окрашивания и внедряет инновации в покрасочное производство
количество разделов
[ 11 ]
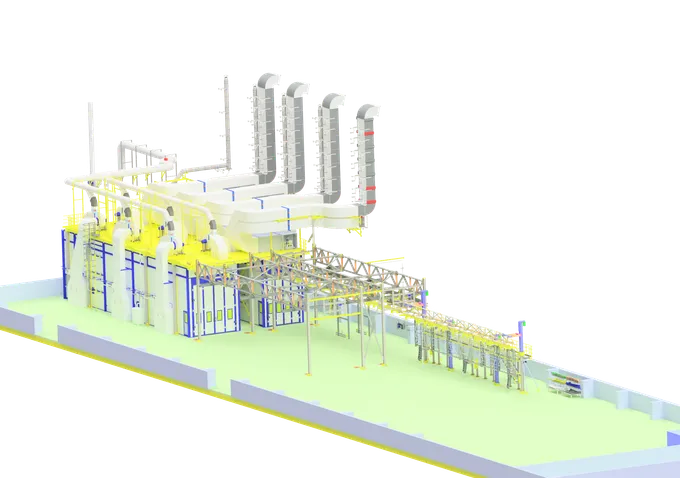
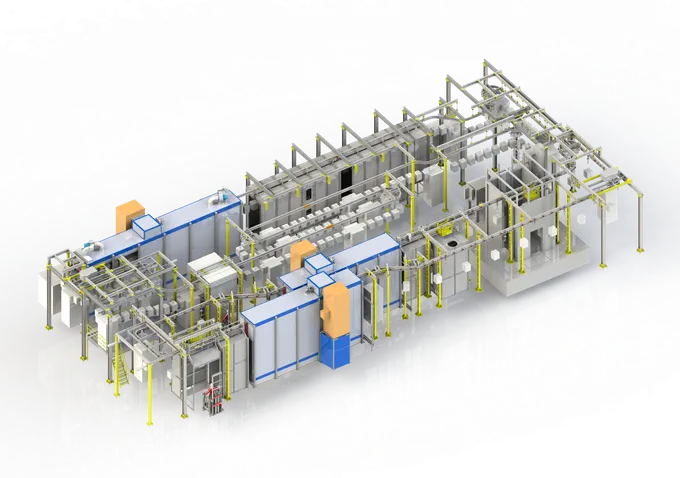
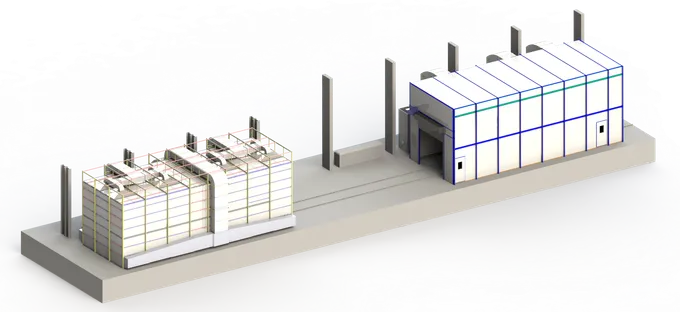
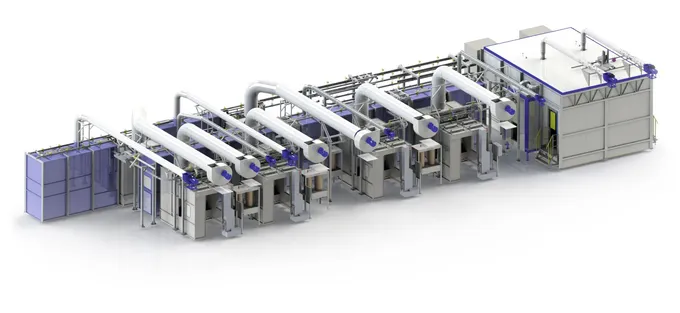
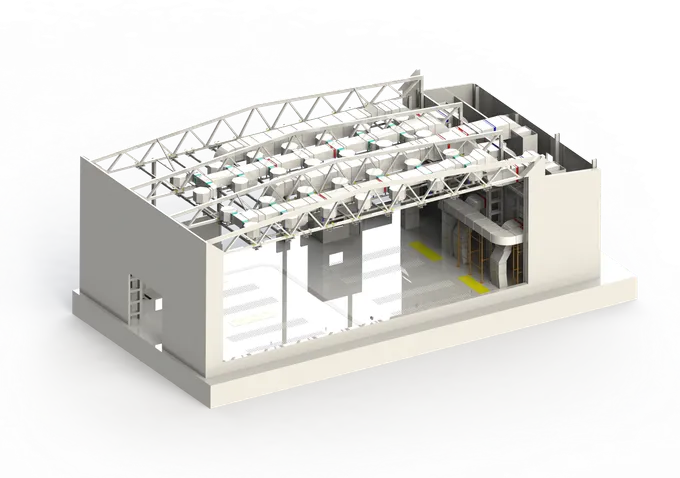
- Комплексные окрасочные линии
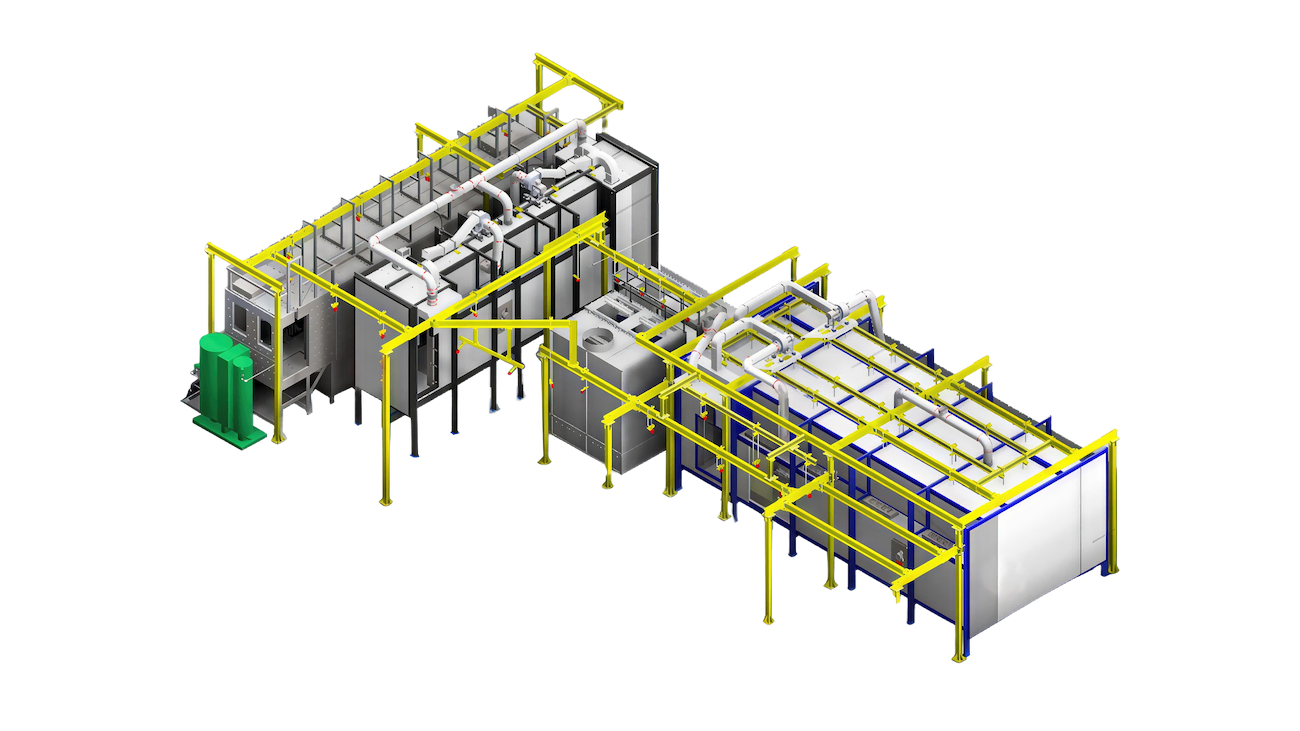 11 Комплексные окрасочные линии
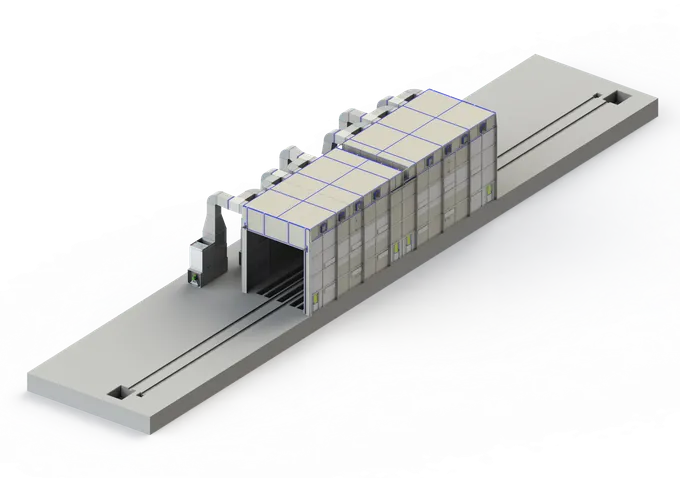
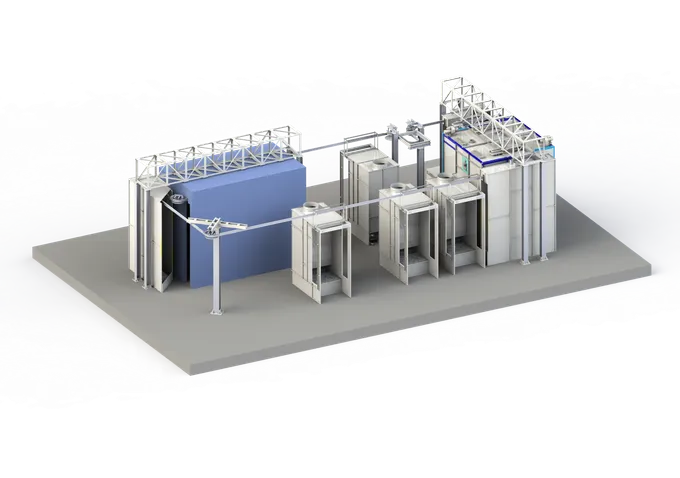
11 Комплексные окрасочные линии - Оборудование для подготовки поверхностей перед окраской
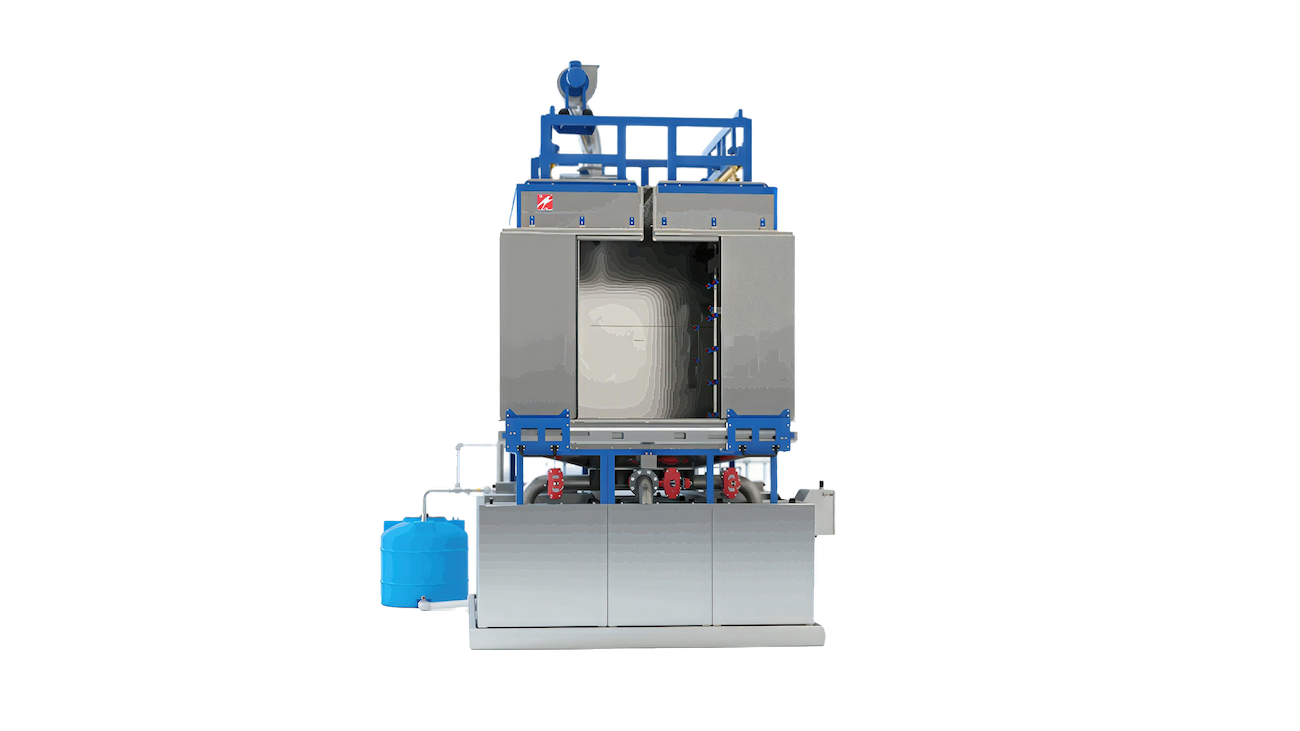 6 Оборудование для подготовки поверхностей перед окраской
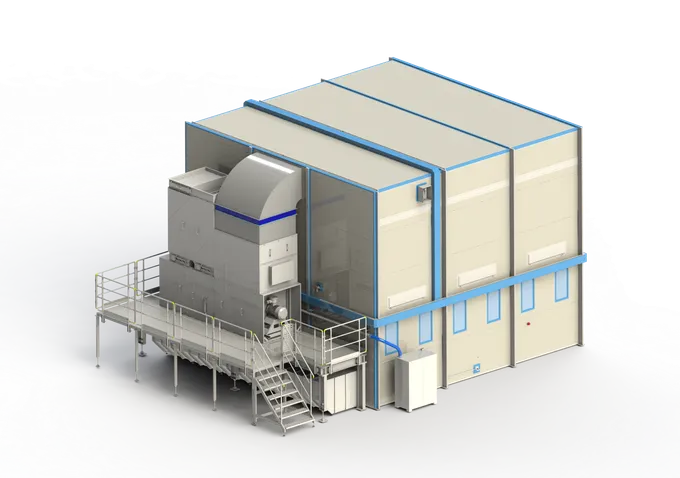
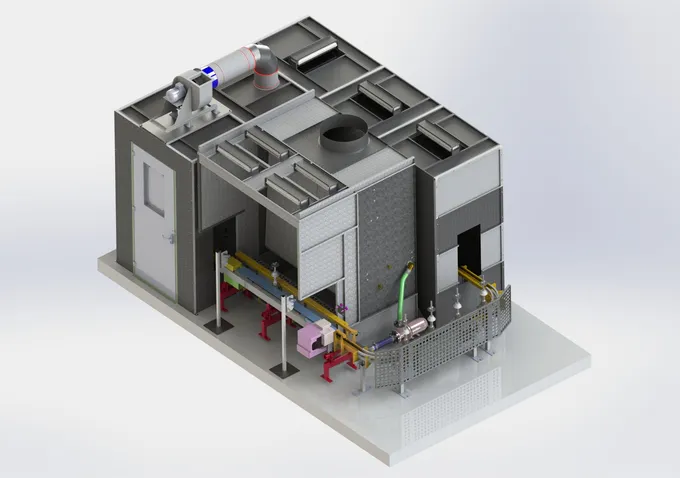
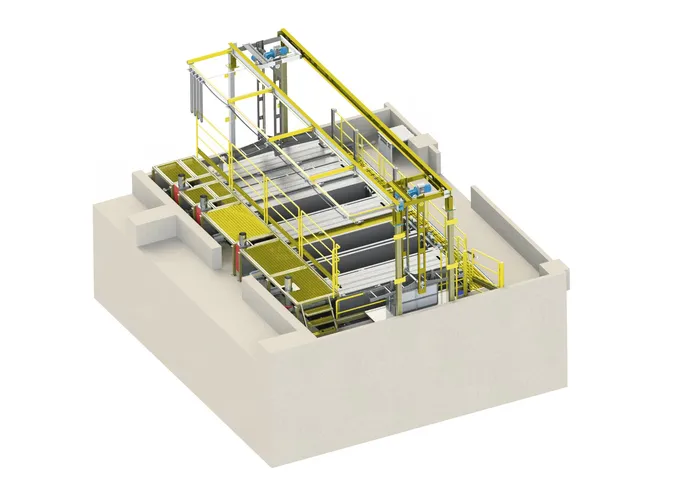
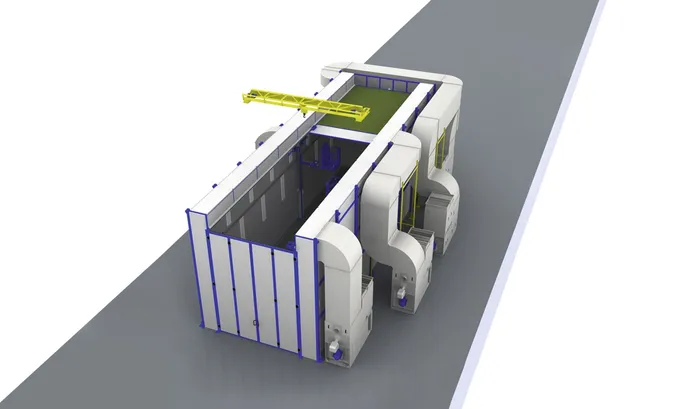
6 Оборудование для подготовки поверхностей перед окраской - Производство покрасочных камер
 7 Производство покрасочных камер
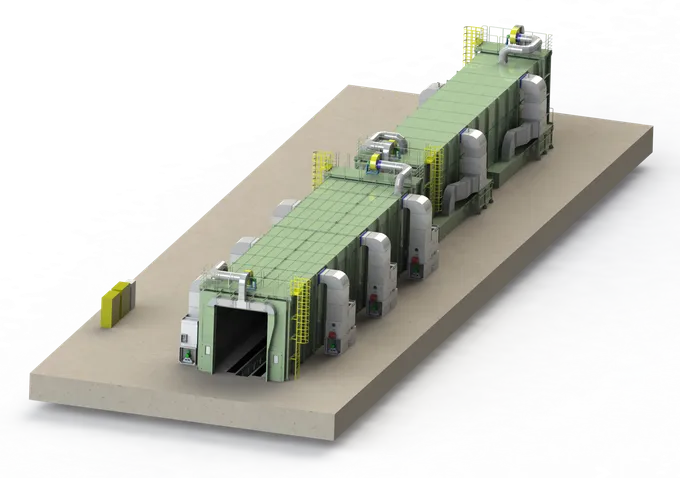
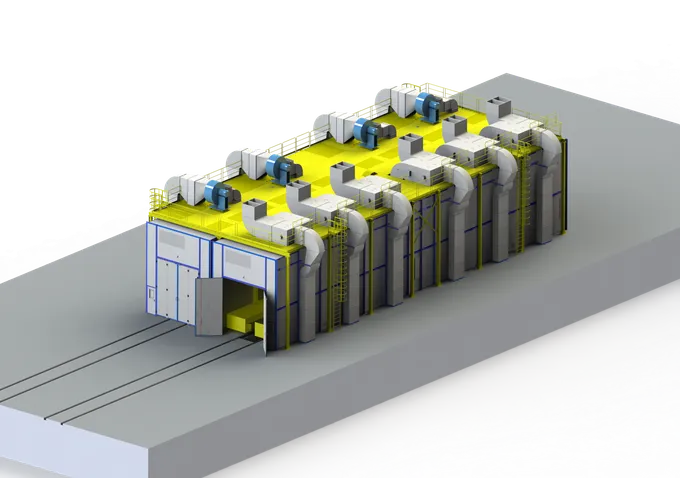
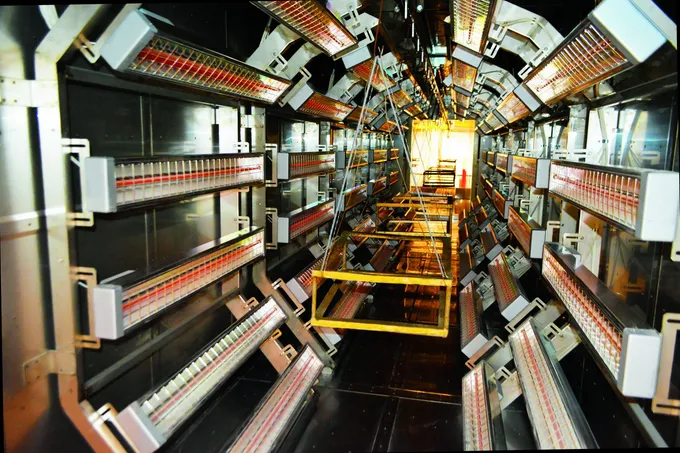
7 Производство покрасочных камер - Сушильные камеры
 1 Сушильные камеры
1 Сушильные камеры - Окрасочное оборудование
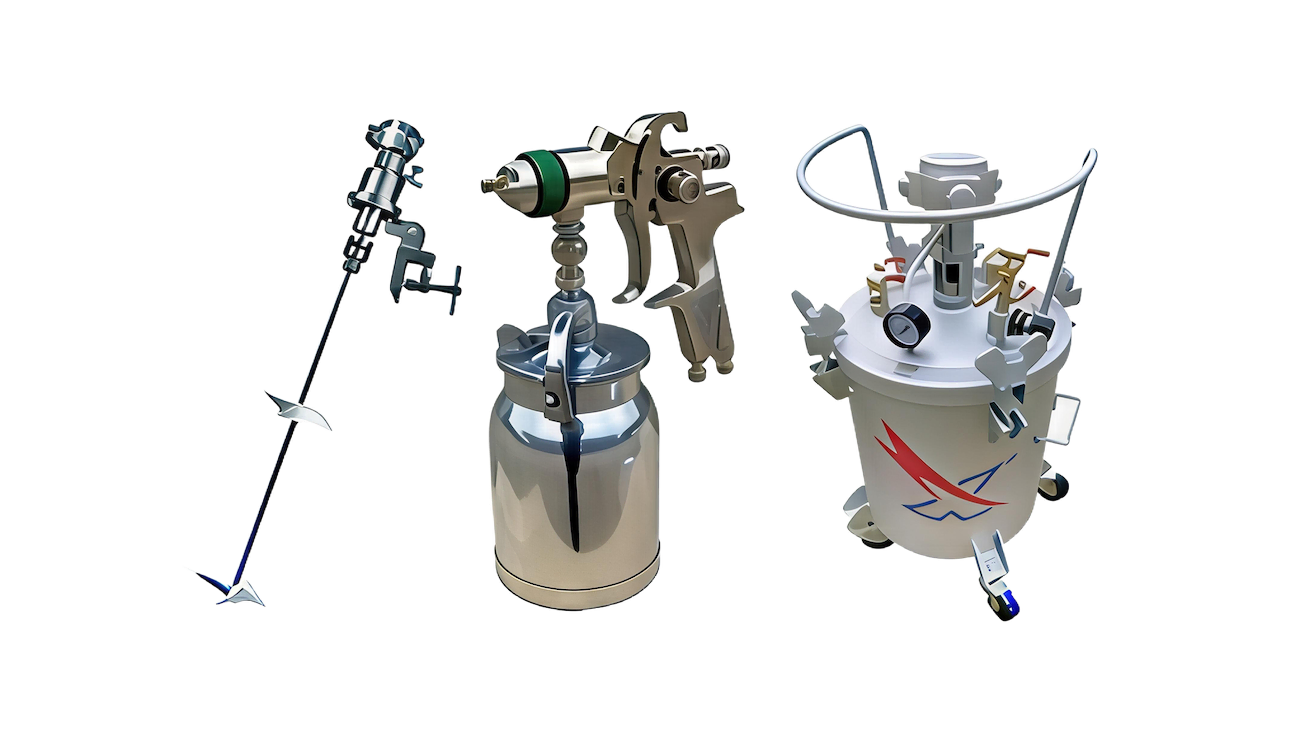 0 Окрасочное оборудование
0 Окрасочное оборудование - Пневматические подъёмники и лифты
 2 Пневматические подъёмники и лифты
2 Пневматические подъёмники и лифты - Транспортные системы и устройства
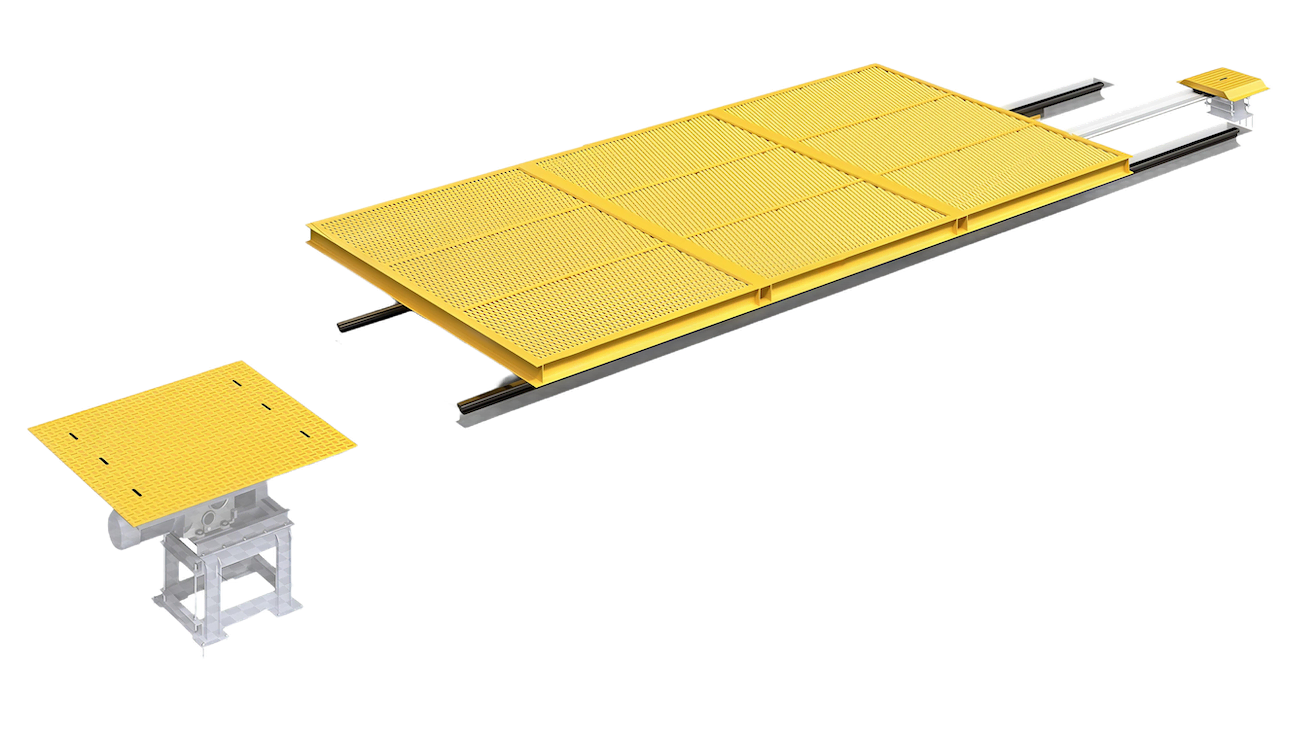 1 Транспортные системы и устройства
1 Транспортные системы и устройства - Шкафы сухого хранения
 2 Шкафы сухого хранения
2 Шкафы сухого хранения - Сушильные шкафы и термокамеры
 1 Сушильные шкафы и термокамеры
1 Сушильные шкафы и термокамеры - Взрывозащищенные светильники
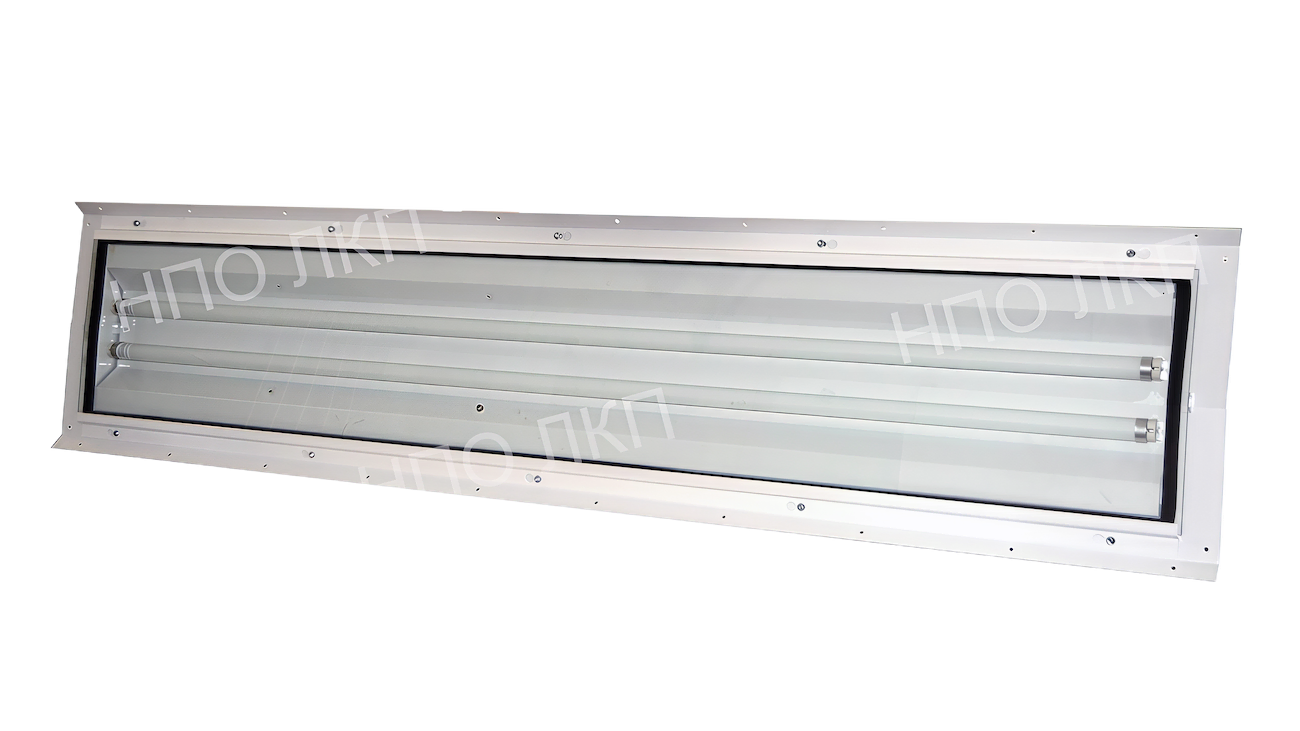 5 Взрывозащищенные светильники
5 Взрывозащищенные светильники - Оборудование для шлифовки
 4 Оборудование для шлифовки
4 Оборудование для шлифовки
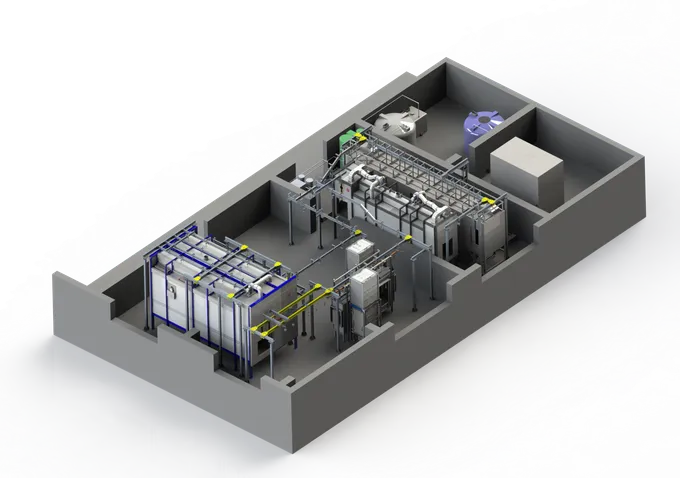
Реализованные проекты
1000+ успешных проектов














форма связи