Линии окраски
Линии окраски
Многолетний опыт НПО «Лакокраспокрытие» в проектировании и производстве комплексных окрасочных линий непрерывного и периодического действия позволяет решать самые сложные технологические задачи, связанные с нанесением покрытий. Проекты, реализованные в различных отраслях промышленности, подтверждают способность выполнить самые строгие требования к получаемым покрытиям, в том числе в таких областях, как авиастроение и автомобильная промышленность.Индивидуальные решения
В зависимости от поставленной задачи выбирается оптимальная технология и необходимая степень автоматизации с учетом нужной производительности и требований к покрытию.
Комплексы оборудования проектируются в полном соответствии с запросами клиента.
Современные технологические процессы
Благодаря сотрудничеству с научными и технологическими центрами в России и за рубежом, партнерским отношениям с ведущими производителями оборудования, материалов и комплектующих изделий, НПО «Лакокораспокрытие» предлагает своим заказчикам самые прогрессивные решения в области нанесения покрытий.
Комплексная поставка
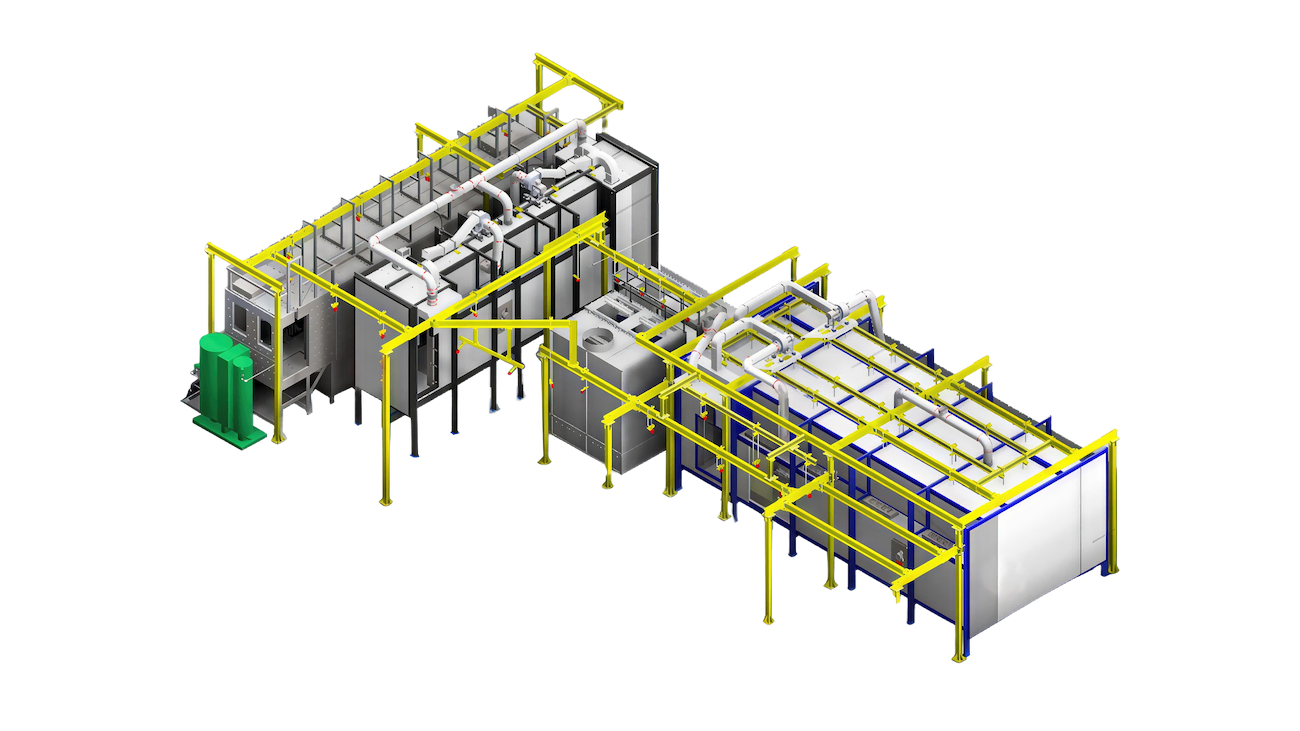
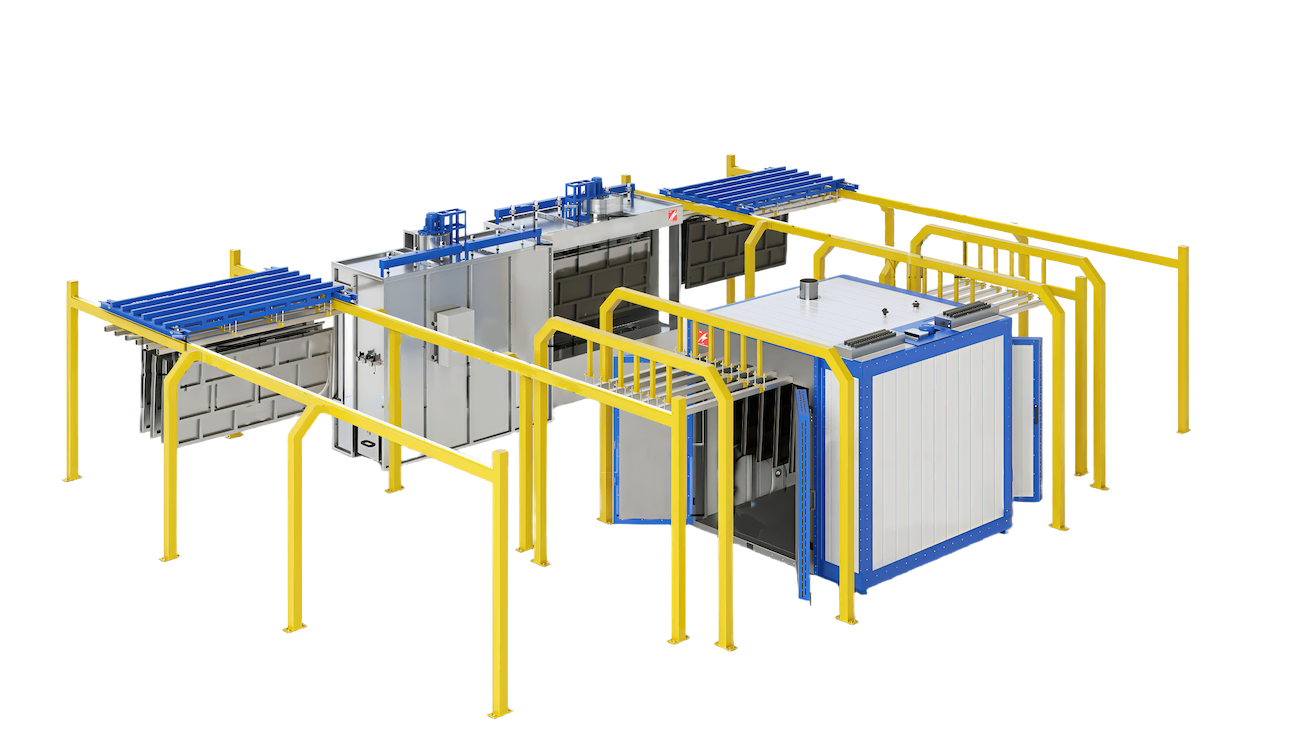
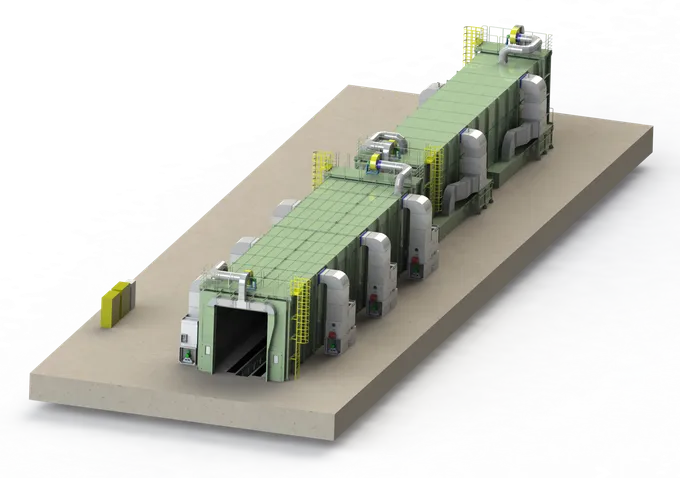
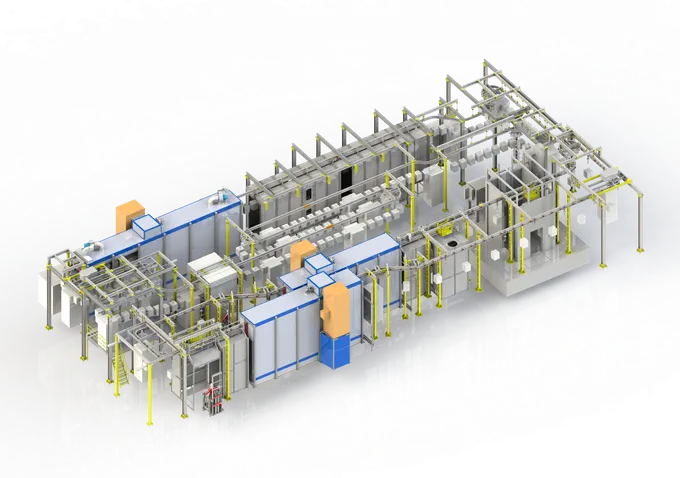
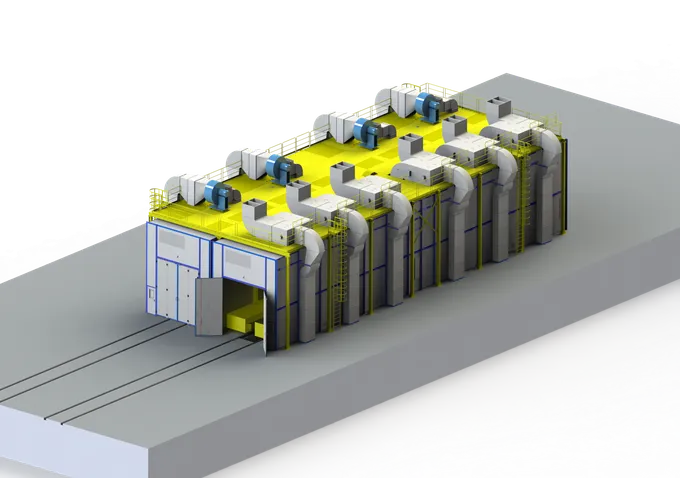
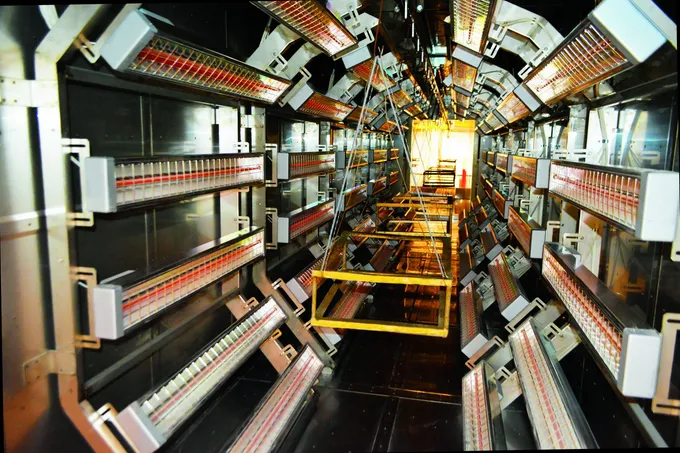
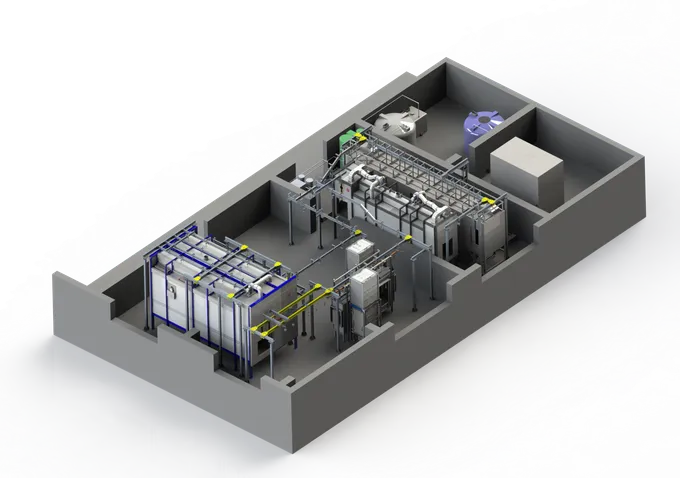
В зависимости от выбранной технологии окрасочные линии включают в себя различное оборудование: установки для механической и химической подготовки поверхности, камеры для нанесения жидких или порошковых ЛКМ с аппликационными установками, сушильные камеры, транспортные системы и грузоподъемное оборудование, установки для очистки стоков и выбросов и т.д.
Как правило, мы предлагаем выполнение проектов «под ключ» — от проектирования до монтажа, пуска в эксплуатацию и дальнейшего обслуживания всего комплекса оборудования, которое входит в состав окрасочных линий.
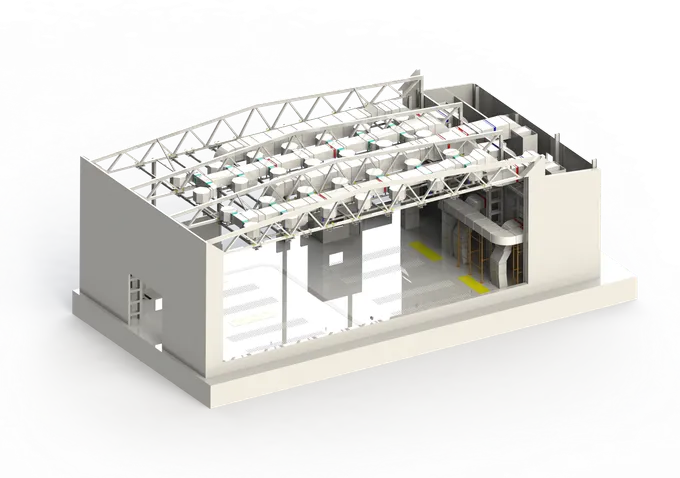
Автоматические покрасочные линии
Одним из основных направлений деятельности НПО ЛКП является проектирование и оснащение комплектным оборудованием окрасочных цехов и участков.
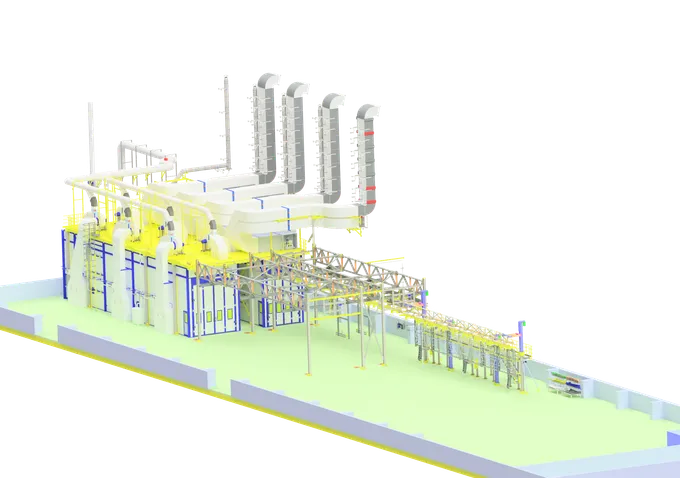
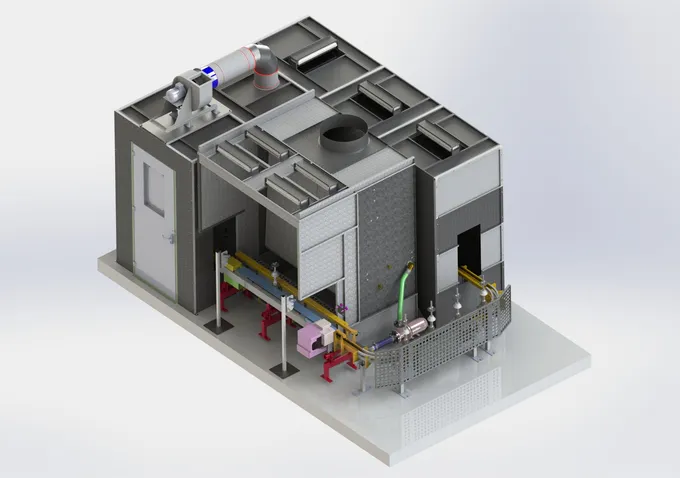
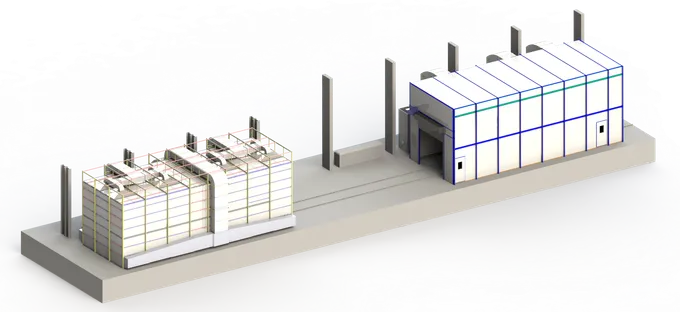
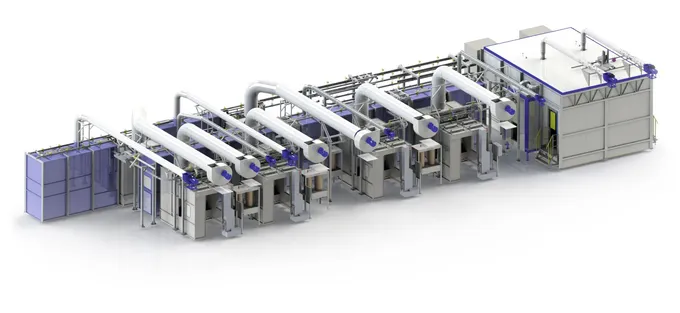
Автоматические линии окраски включают в себя:
участки подготовки поверхности;
нанесения покрытий;
транспортные системы;
системы очистки стоков и выбросов;
различное вспомогательное оборудование.
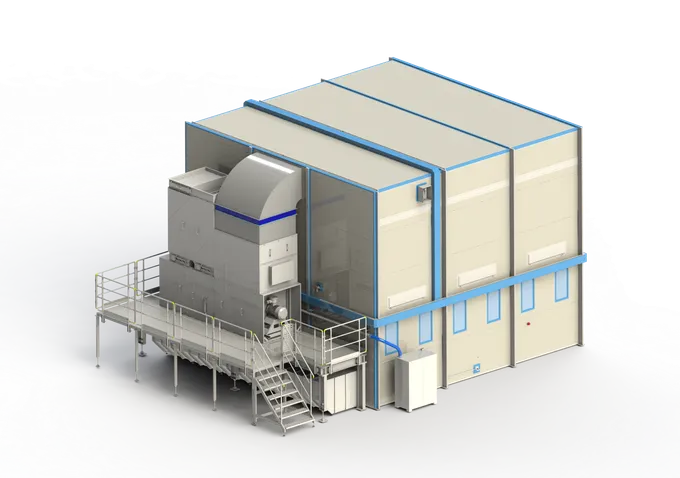
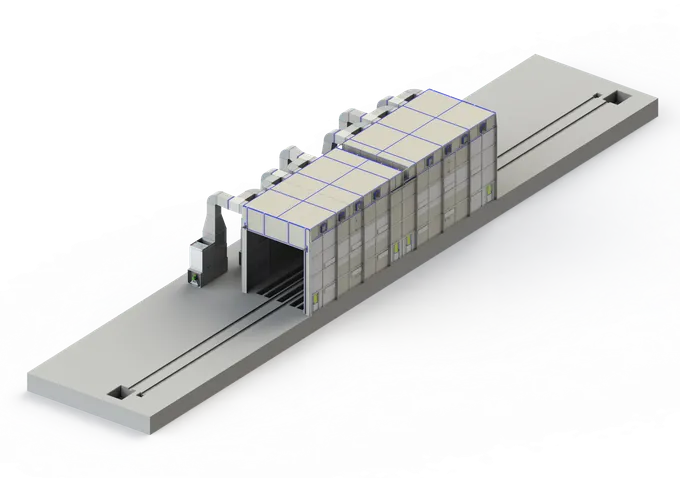
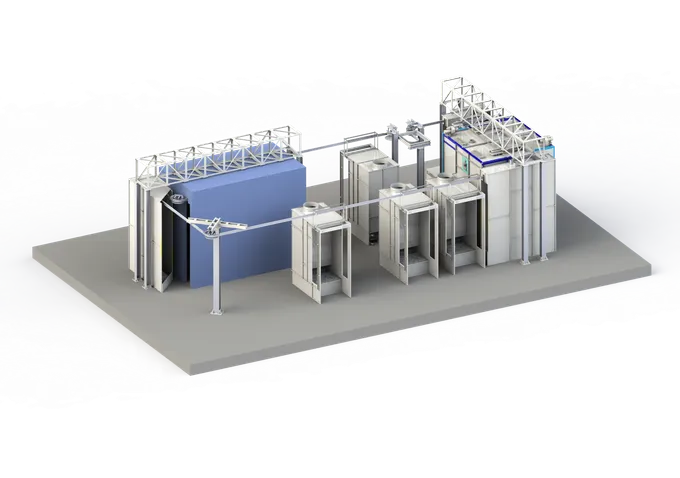
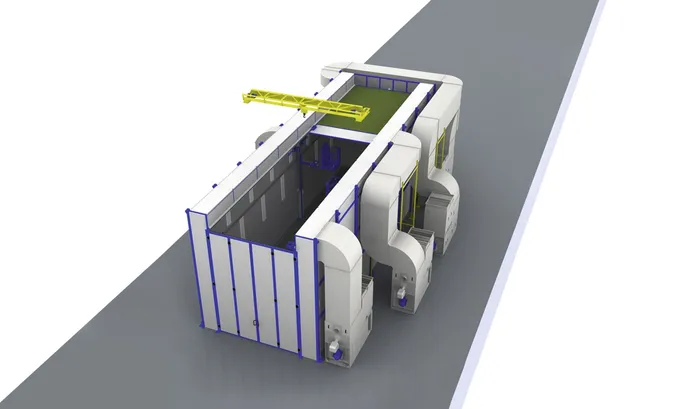
Автоматические линии покраски проектируются исходя из требований конкретного производства. Наши специалисты помогут выбрать оптимальную технологию окраски, подберут систему покрытий, предложат планировочные решения.
НПО ЛКП проектирует, производит и поставляет линии покраски для нанесения всех видов покрытий, с различной степенью автоматизации. В составе покрасочной линии может использоваться напольный или подвесной окрасочный конвейер, ручной либо автоматический.
продукция
Реализованные проекты
1000+ успешных проектов














Преимущества
1
Работа со всеми отраслями

2
Решения для любых задач
3
Акцент на технологии
1
2
3
3
форма связи