Автоматическая линия порошковой покраски
Применение на производстве такого оборудования позволит оптимизировать окрасочный процесс, повысить его производительность, обеспечить высокое качество окраски, минимизировать влияние персонала на конечный результат окрасочных работ.
Предлагаем типовые покрасочные агрегаты и разработку комплексов для окрашивания изделий по специальным проектам. Также выполняем работы по настройке, запуску и обслуживанию наших устройств.
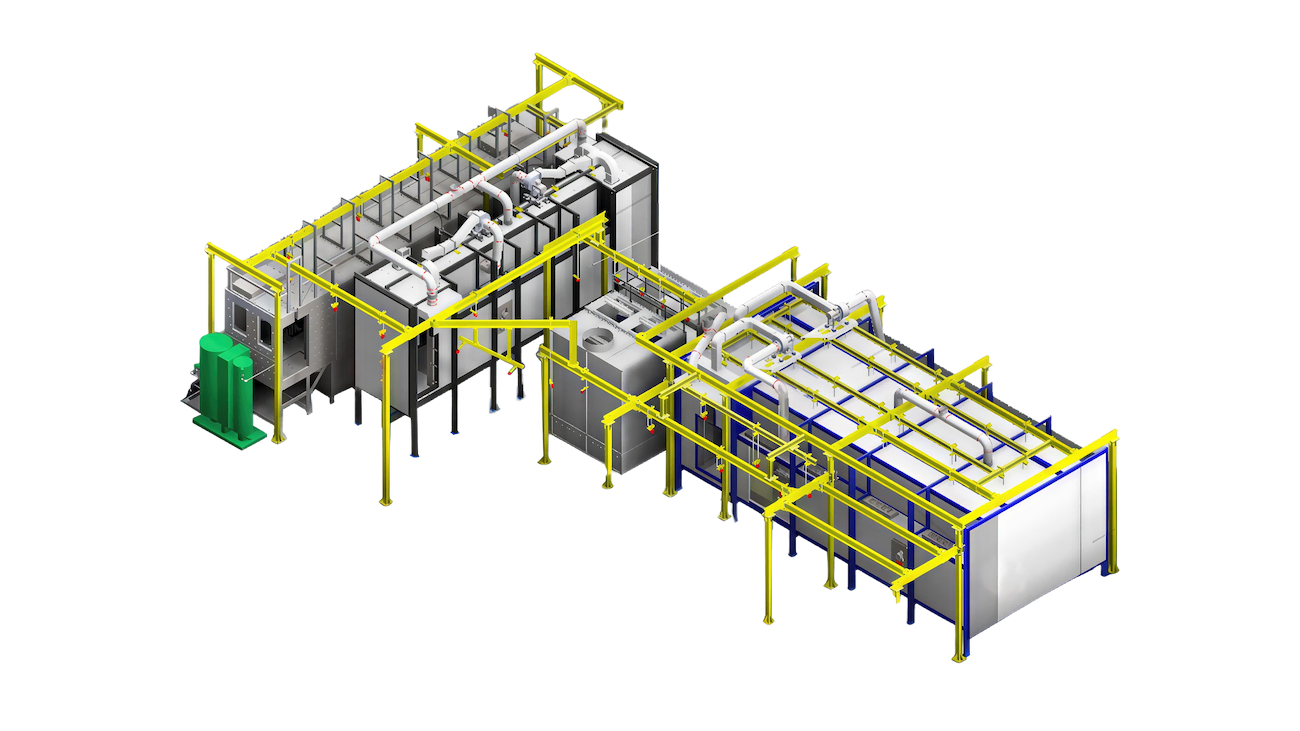
Конструкция и принцип работы линий для покраски порошком
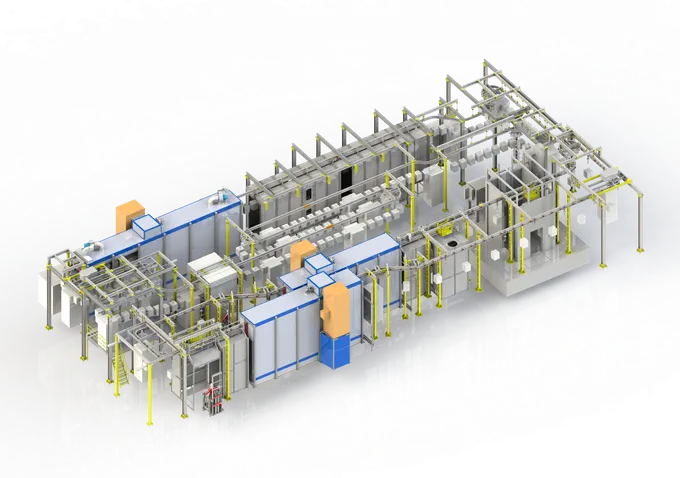
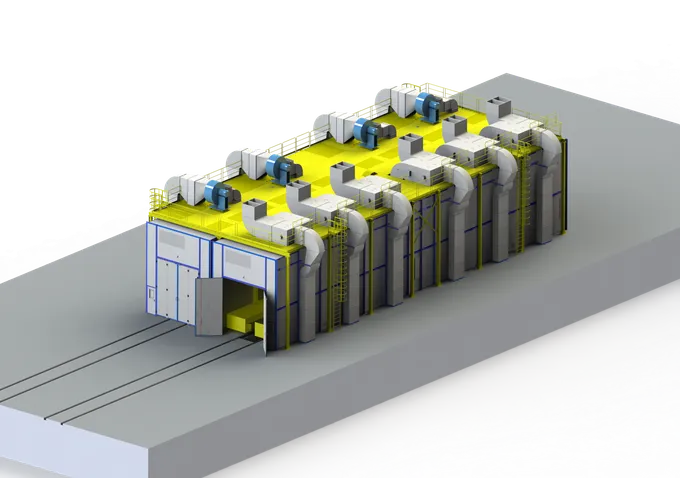
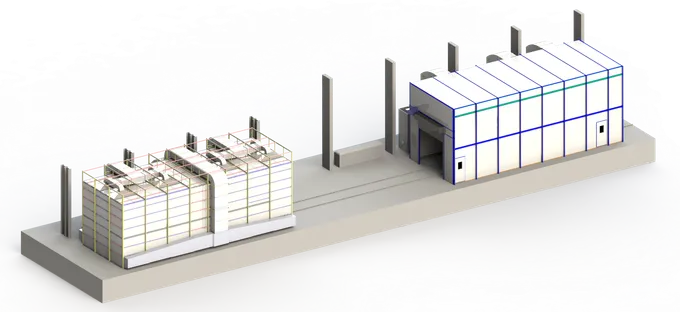
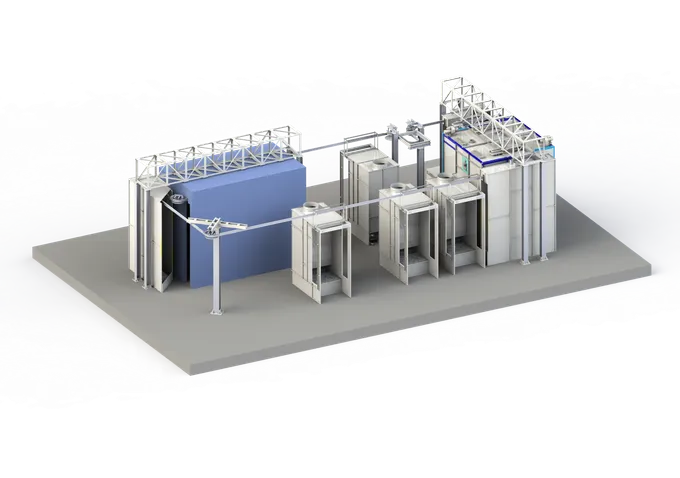
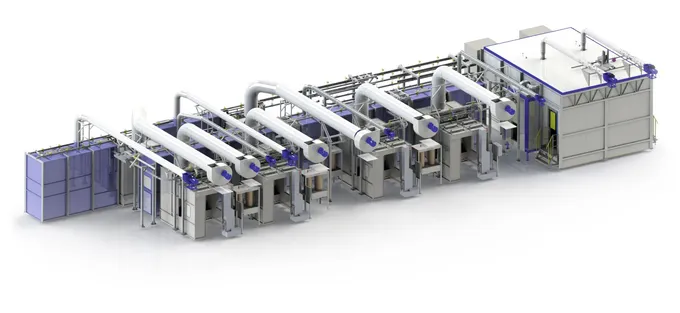
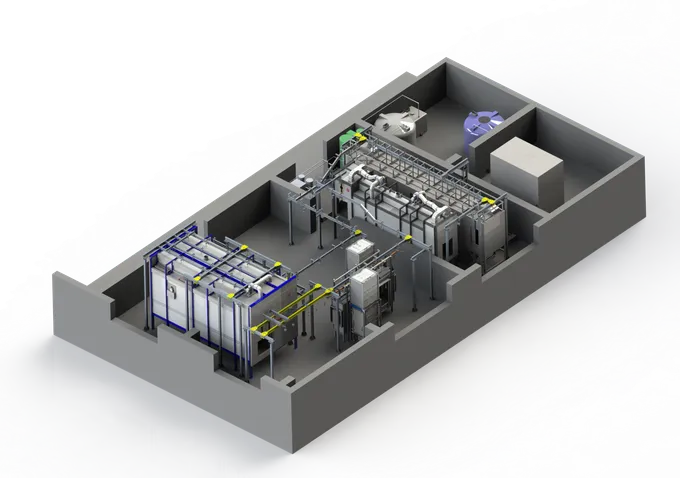
Такой автоматический комплекс порошковой окраски включает в себя:- устройство для предварительной обработки объекта перед окраской;
- сушильную кабину;
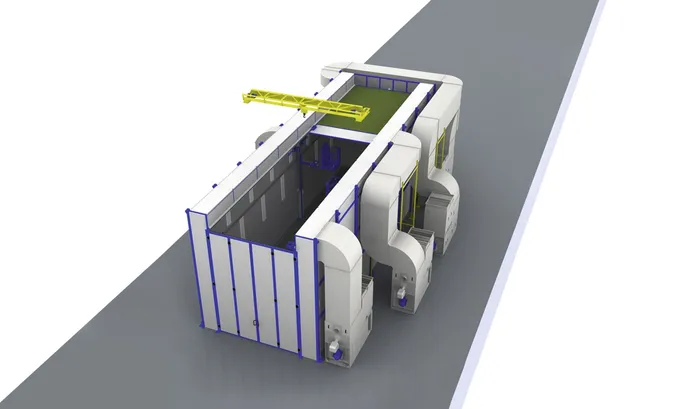
- бокс для окрашивания;
- полимеризационную камеру;
- систему транспортировки изделия.
Каждый компонент линии имеет свою специфику, особенности настройки, выполняет определенные функции. Для того чтобы окрасочное оборудование работало без сбоев и с максимальной эффективностью, нужно не только купить все необходимые элементы комплекса, но и правильно настроить их на совместную работу. А также обязательно изучить особенности каждого устройства, чтобы удостовериться, что они могут правильно функционировать в комплексе.
Выбирать оборудование, нужно исходя из нужд конкретного производства и его особенностей (размеры производственных помещений, объемы работ, характеристики окрашиваемых изделий и прочее).
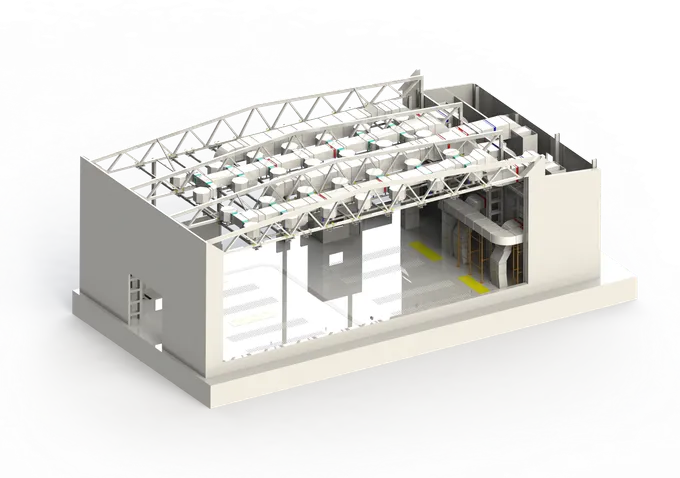
Наше предприятие разрабатывает и изготавливает высокотехнологичные автоматические установки порошковой окраски по спецпроектам, исходя из потребностей и пожеланий заказчиков.
Проектируя линии покраски, мы учитываем нужную клиенту производительность установок, размеры и конфигурацию окрашиваемых изделий, условия их последующего использования и другие значимые моменты.
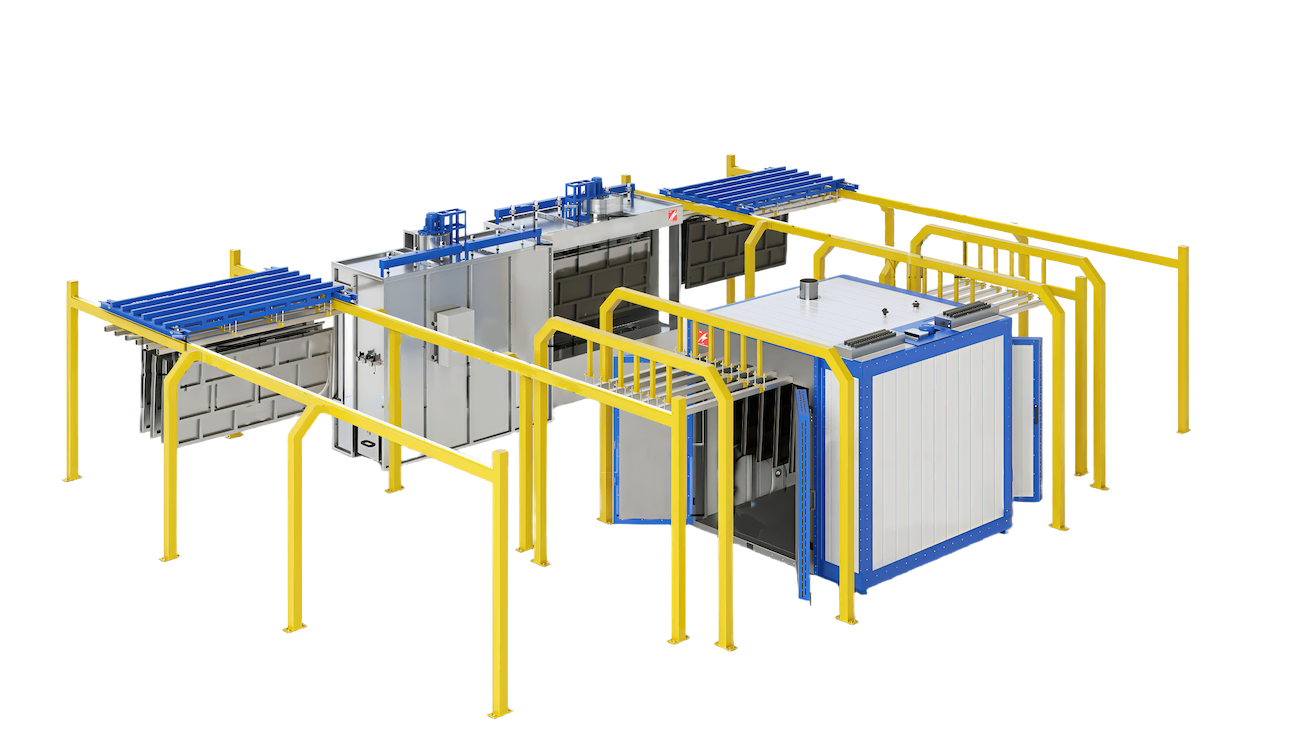
Основные компоненты линии покраски порошком
Такие автоматические агрегаты порошковой окраски состоят из нескольких агрегатов.
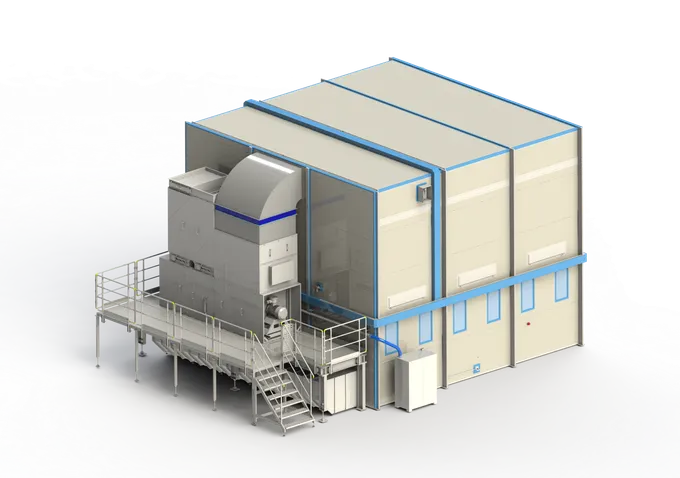
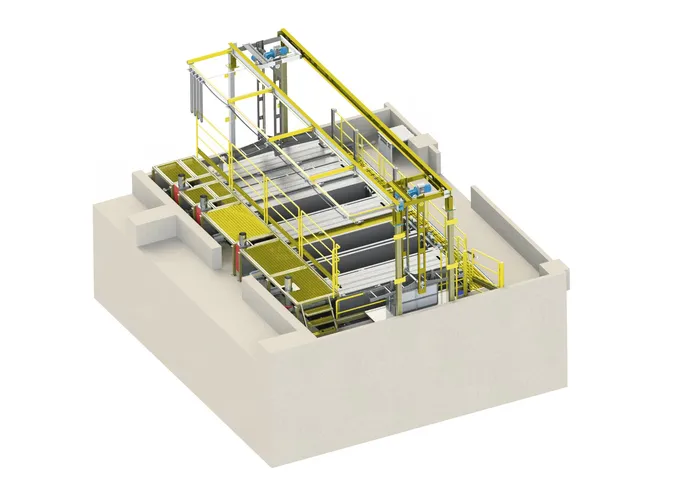
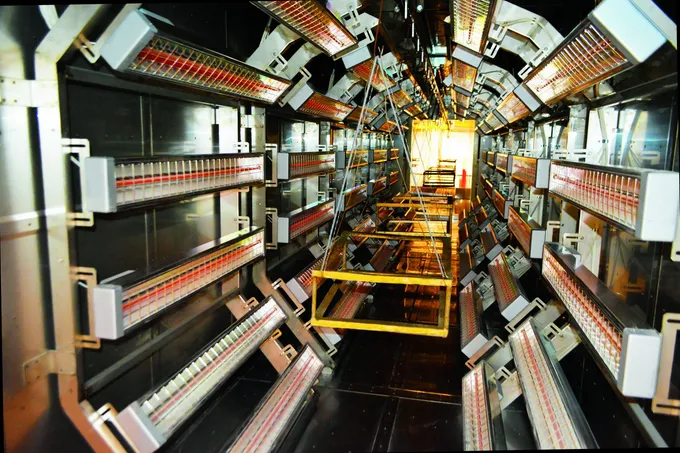
- Устройство для подготовки изделия перед окрашиванием (агрегат химической подготовки поверхности). Такое оборудование используется для устранения всех типов загрязнений с поверхности объекта, который в дальнейшем будет окрашиваться, а также для формирования на нем защитной пленки. В АХПП изделие обрабатывается, несколько раз промывается, фосфатируется. Обработка производится при помощи специальных распылителей, расположенных вокруг предмета, который обрабатывается.
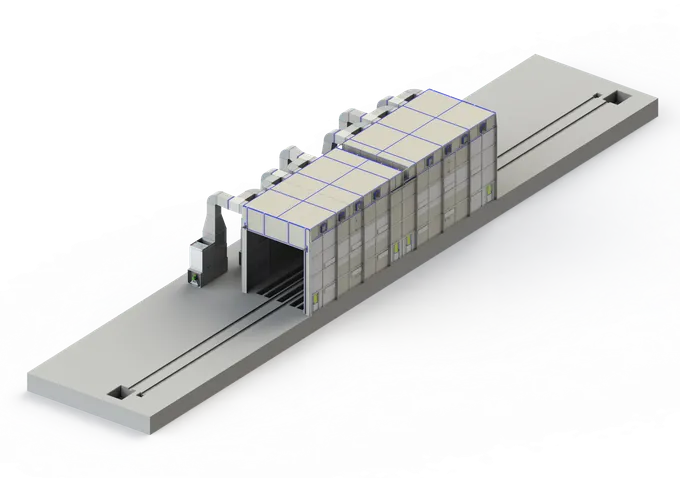
- Кабина для сушки. Перед тем, как приступить непосредственно к окраске детали, ее нужно просушить, то есть убрать влагу с поверхности. Делается это в сушильной камере. Они бывают тупиковыми (с одним дверным проемом), проходными (с двумя проемами, расположенными по обеим сторонам камеры), купольными. Объект обдувают горячим воздухом (100-120 градусов по Цельсию).
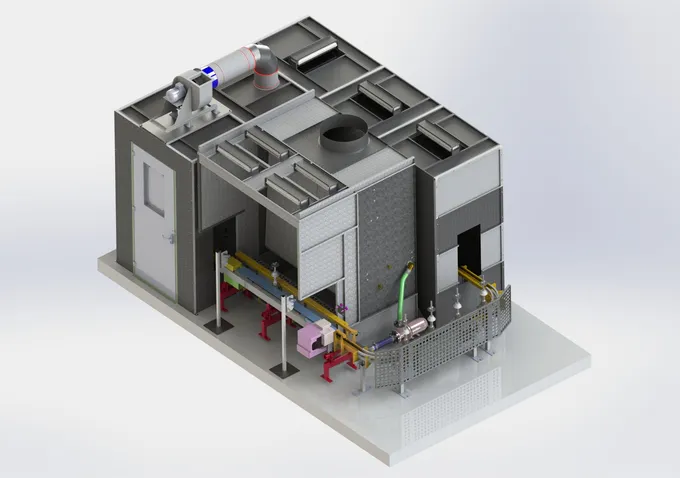
- Бокс порошковой покраски. Устройство, в котором происходит окрашивание объекта. Кабина состоит из покрасочной камеры и рекуперационной системы. В таких установках краску наносит маляр, оператор при помощи робота или сам робот.
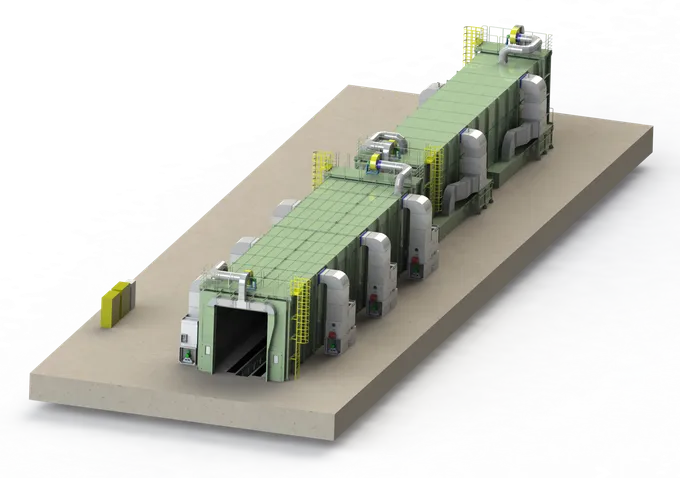
- Полимеризационная печь. Обязательный компонент автоматической линии окрашивания. В этом устройстве порошковое напыление оплавляется при температуре около 200 градусов, образуя сверхпрочное полимерное покрытие.
- Система транспортировки обрабатываемых деталей. При помощи транспортной системы окрашиваемый предмет перемещается по всем элементам комплексного оборудования для покраски.
- Консоль управления. Такая панель предназначена для управления всеми стадиями покрасочного процесса и контроля их корректного выполнения.
Обращайтесь к нам в научно-производственное объединение «Лакокраспокрытие». Мы производим высокотехнологичное оборудование для различных производств, включая автоматические линии порошковой покраски. У нас можно приобрести типовые модели установок для окрашивания порошком, а также заказать проект и изготовление агрегатов с индивидуальными характеристиками, которые будут полностью соответствовать требованиям заказчика. Мы учтем все значимые факторы и параметры, такие как площадь рабочих помещений, масштабы деятельности, специфика продукции, доступное топливо, бюджет.
С нами вы сможете качественно и недорого модернизировать производство, оптимизировать производственные процессы, улучшить качество создаваемых вами покрытий.
Мы не только спроектируем и произведем для вас необходимое оборудование, но и доставим его, установим, настроим и запустим. Будет проводить гарантийное и постгарантийное обслуживание. Если в этом есть необходимость, обучим ваш персонал.
продукция
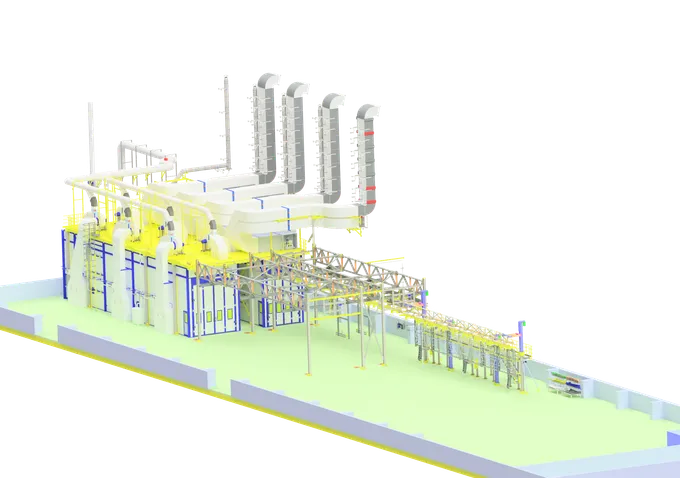
Реализованные проекты
1000+ успешных проектов














Преимущества
Работа со всеми отраслями

Решения для любых задач
Акцент на технологии
форма связи