Печь полимеризации порошковой краски
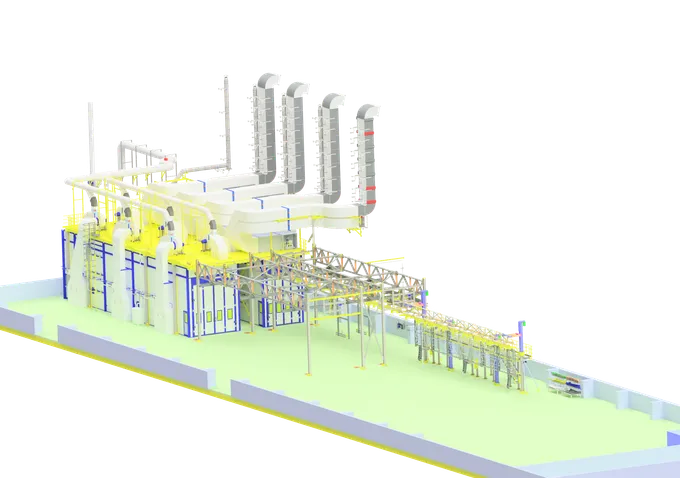
Часть производственной линии покраски, отвечающая за завершающую стадию создания прочного полимерного покрытия на поверхности окрашиваемых изделий – это печь полимеризации порошковой краски.
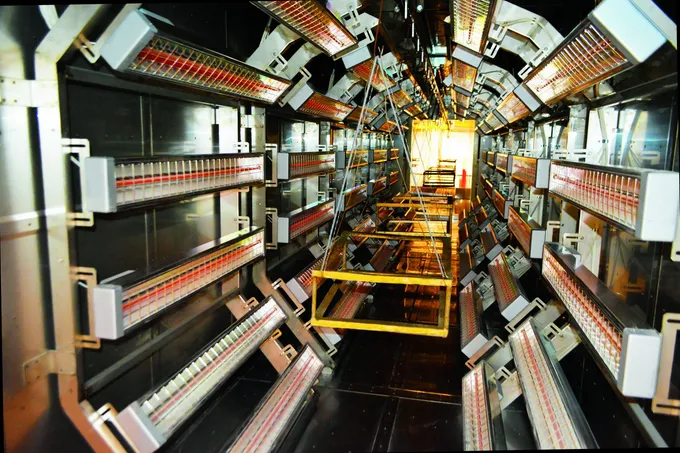
Данное устройство представляет собой герметичную кабину с температурой внутри, которая достигает двухсот градусов. В такой кабине предварительно нанесенный на объект сухой порошок оплавляется и превращается в сверхпрочный полимер. На выходе после охлаждения мы получаем равномерное, практичное, долговечное покрытие.
Без агрегата оплавления краски не работает ни один порошковый окрасочный комплекс. Это его важнейший элемент.
Мы занимаемся проектированием, изготовлением и реализацией печей полимеризации. Разрабатываем оборудование исходя из потребностей предприятия клиента, специфики его производства и требований.
Процесс полимеризации длится около получаса.
Оператор включает термоблок с пульта, бокс камера начинает нагреваться изнутри. Требуемый температурный режим устанавливается с того же пульта управления на терморегуляторе, как и время оплавления. После того, как устройство разогреется до ста сорока градусов по Цельсию, включится вытяжка (она будет включаться, и отключаться через равные промежутки времени).
Когда кабина полимеризации краски разогреется до нужной температуры, ее подогрев отключится.
После того, как процесс будет завершен, камера подаст сигнал. Объект можно доставать.
Такие печи могут отличаться видом топлива, на котором оно работает, габаритами, мощностью, степенью автоматизации и другими параметрами.
Инфракрасными агрегатами просто управлять, они энергоэффективны, разогреваются быстро и равномерно, создают покрытие высочайшего качества.
Конвективное оборудование разогревается дольше, менее экономно в плане потребления электроэнергии, но дешевле инфракрасного.
Камеры на газу более дорогие, чем электрические, однако экономнее в работе. Разновидность топлива, на котором будет работать устройство, следует подбирать исходя из особенностей производства.
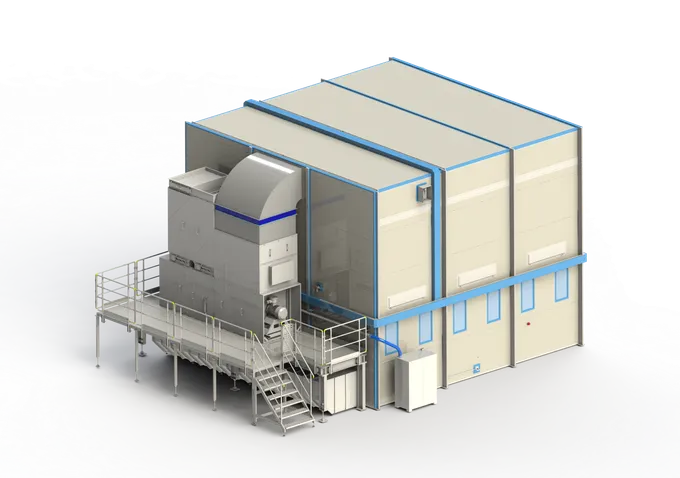
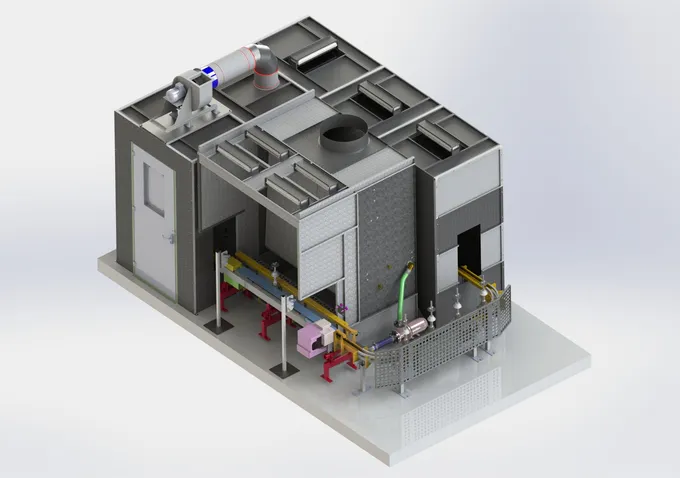
Тупиковые кабины наиболее подходят для полимеризации поверхностей изделий малых габаритов. Они имеют один дверной проем, через который деталь, как загружается, так и выгружается.
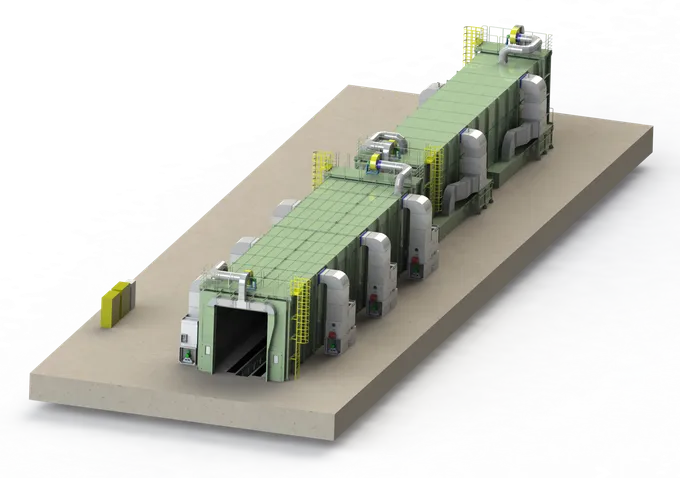
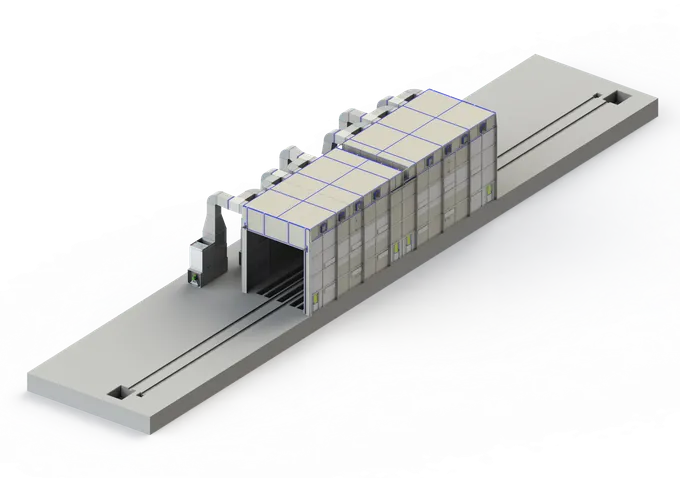
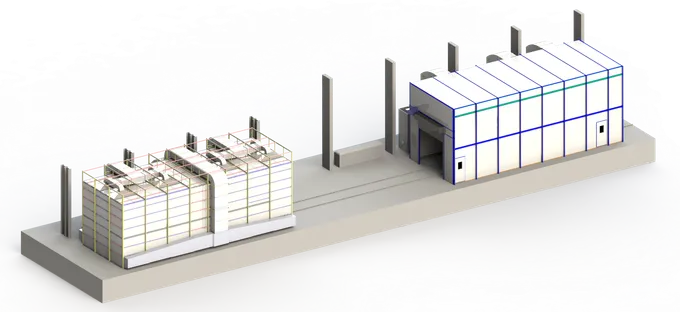
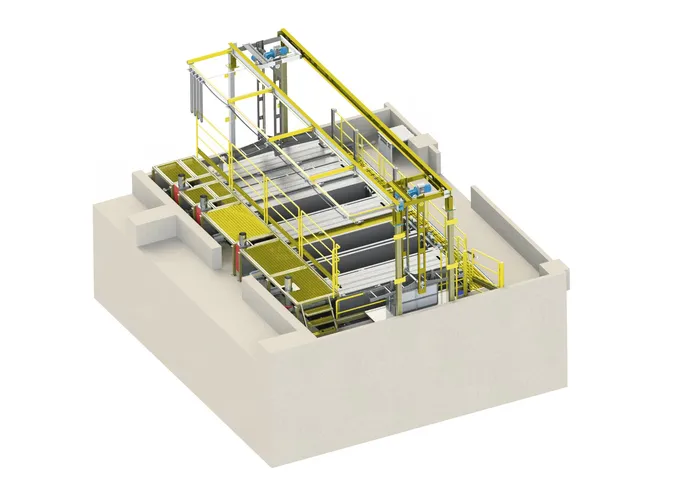
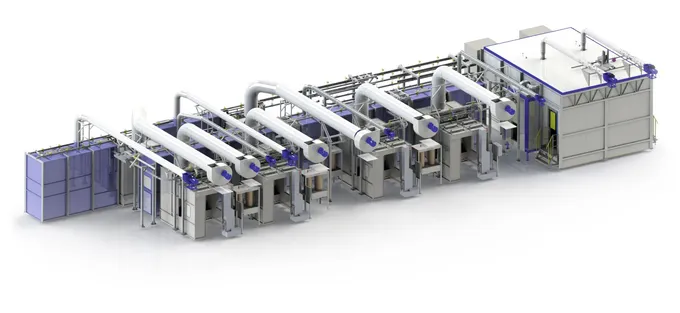
Проходные установки – хороший выбор для предприятий с большими объемами работы и/или при окрашивании объектов крупных габаритов. В такой кабине есть транспортная система, при помощи которой деталь загружается через один проем, а выгружается через другой.
Обращайтесь к нам в научно-производственное объединение «Лакокраспокрытие». Мы разрабатываем и изготавливаем агрегаты оплавления порошковой краски под конкретные потребности каждого заказчика. Хотя при желании вы можете купить у нас и типовую модель.
Данное устройство представляет собой герметичную кабину с температурой внутри, которая достигает двухсот градусов. В такой кабине предварительно нанесенный на объект сухой порошок оплавляется и превращается в сверхпрочный полимер. На выходе после охлаждения мы получаем равномерное, практичное, долговечное покрытие.
Без агрегата оплавления краски не работает ни один порошковый окрасочный комплекс. Это его важнейший элемент.
Мы занимаемся проектированием, изготовлением и реализацией печей полимеризации. Разрабатываем оборудование исходя из потребностей предприятия клиента, специфики его производства и требований.
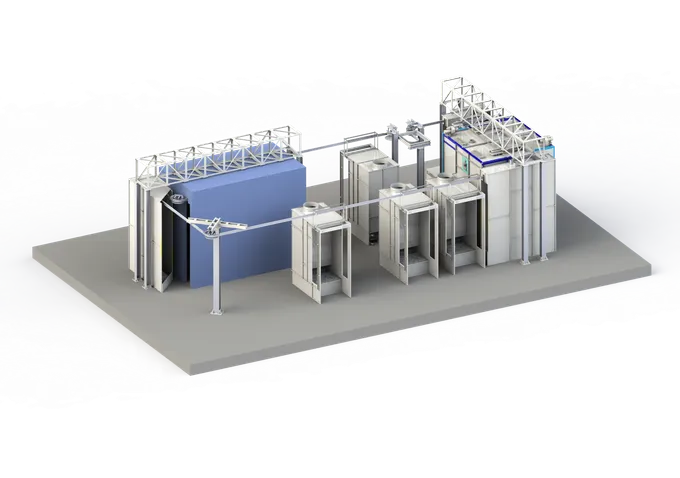
Кабины оплавления порошковой краски: конструкция и принципы функционирования
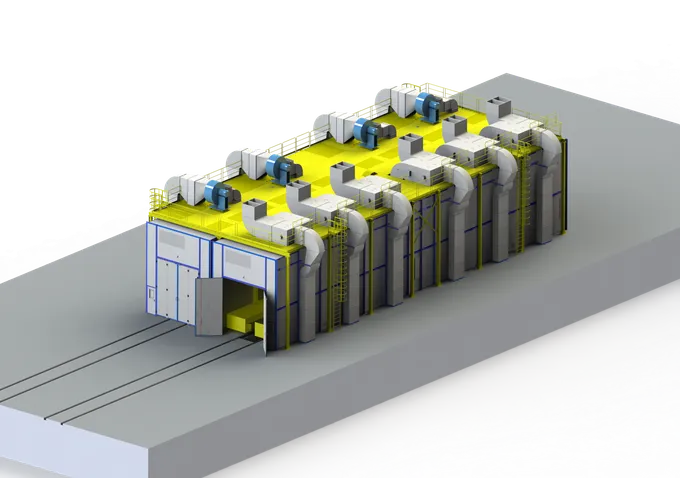
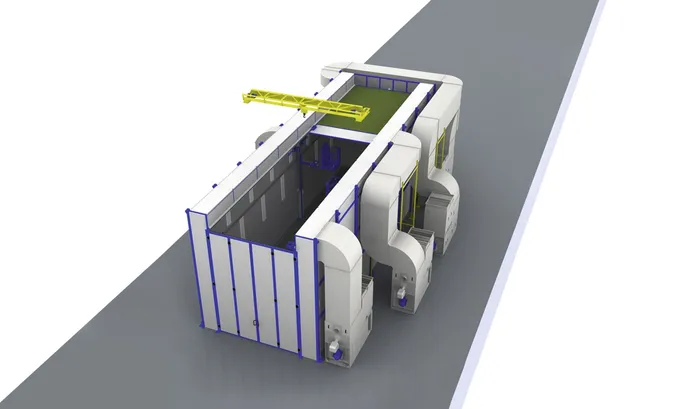
Бокс для полимеризации представляет собой конструкцию из металла с огнеупорной теплоизоляцией. Внутри печь разогревается до двухсот градусов, снаружи – только до сорока.Камера состоит из таких устройств:
- Нагревательный элемент. Расположен так, чтобы к нему без труда можно было получить доступ при необходимости проведения профилактики, ремонта или замены.
- Вентиляционная система. Предназначена для обеспечения качественной циркуляции воздуха в печи.
- Контроллер. Устройство с энергозависимым архивом потребления электроэнергии. Есть возможность строить графики потребления электричества и, соответственно, эксплуатировать кабину с максимальной эффективностью.
- Блок управления. Пультом оператор устанавливает нужные параметры работы окрасочного бокса и, если это необходимо, изменяет их.
Работает установка оплавления следующим образом:
- Окрашенный предмет загружается в камеру, дверь плотно закрывается.
- Печь разогревается до приблизительно до 200 градусов по Цельсию (точная температура нагрева указана производителем краски на упаковке).
- Порошковое напыление оплавляется и превращается в твердый полимер. Такая пленка прочна, надежна и эстетична.
Процесс полимеризации длится около получаса.
Как проходит процесс плавления и затвердевания покрытия
Изделие с порошковым напылением загружают в камеру через специальный дверной проем. Если печь оборудована транспортной системой, это происходит автоматически. Дверь плотно закрывают.Оператор включает термоблок с пульта, бокс камера начинает нагреваться изнутри. Требуемый температурный режим устанавливается с того же пульта управления на терморегуляторе, как и время оплавления. После того, как устройство разогреется до ста сорока градусов по Цельсию, включится вытяжка (она будет включаться, и отключаться через равные промежутки времени).
Когда кабина полимеризации краски разогреется до нужной температуры, ее подогрев отключится.
После того, как процесс будет завершен, камера подаст сигнал. Объект можно доставать.
Основные разновидности оборудования для полимеризации
Боксы для оплавления порошковой краски бывают разных моделей. Они подбираются и разрабатываются в зависимости от конкретных потребностей, задач, особенностей производства и пожеланий заказчика.Такие печи могут отличаться видом топлива, на котором оно работает, габаритами, мощностью, степенью автоматизации и другими параметрами.
Данное оборудование бывает:
- индукционным, конвективным, инфракрасным;
- проходным и тупиковым;
- горизонтальным и вертикальным;
- работающим на электрике, соляре, газу.
Инфракрасными агрегатами просто управлять, они энергоэффективны, разогреваются быстро и равномерно, создают покрытие высочайшего качества.
Конвективное оборудование разогревается дольше, менее экономно в плане потребления электроэнергии, но дешевле инфракрасного.
Камеры на газу более дорогие, чем электрические, однако экономнее в работе. Разновидность топлива, на котором будет работать устройство, следует подбирать исходя из особенностей производства.
Тупиковые кабины наиболее подходят для полимеризации поверхностей изделий малых габаритов. Они имеют один дверной проем, через который деталь, как загружается, так и выгружается.
Проходные установки – хороший выбор для предприятий с большими объемами работы и/или при окрашивании объектов крупных габаритов. В такой кабине есть транспортная система, при помощи которой деталь загружается через один проем, а выгружается через другой.
Обращайтесь к нам в научно-производственное объединение «Лакокраспокрытие». Мы разрабатываем и изготавливаем агрегаты оплавления порошковой краски под конкретные потребности каждого заказчика. Хотя при желании вы можете купить у нас и типовую модель.
продукция


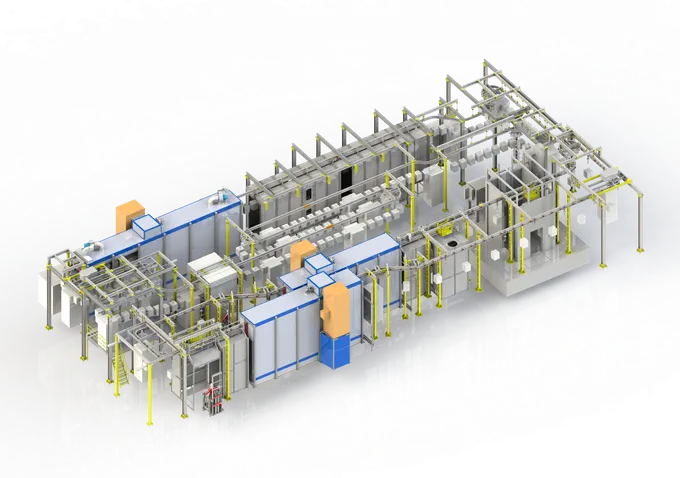
Реализованные проекты
1000+ успешных проектов














Преимущества
1
Работа со всеми отраслями

2
Решения для любых задач
3
Акцент на технологии
1
2
3
3
форма связи